Объект автоматизации
устройство или совокупность устройств (и биологических объектов), непосредственно осуществляющих технологический процесс, нуждающийс я в оказании специально организованных воздействий извне для выполнения его алгоритма.
- Telegram
- Вконтакте
- Одноклассники
Научные статьи на тему «Объект автоматизации»
Автоматизация производства и ремонта вагонов
Объекты и системы автоматизации производства и ремонта вагонов Определение 1 Объект автоматизации.
Производственные объекты классифицируются исходя из эффективности их автоматизации, динамических свойств.
Автоматизация таких объектов малоэффективна.
Агрегатное состояние объекта автоматизации влияет на выбор первичных и исполнительных преобразователей.
Динамические свойства объекта автоматизации влияют на качество регулирования и устойчивость системы автоматизации
Контроль знаний обучаемых как объект автоматизации
Автоматизация производственных процессов
Объектами автоматизации на предприятиях обычно являются: бизнес-процессы; научные исследования; процессы.
Объектами автоматизации на нефтегазовом производстве являются: объекты электроснабжения, объекты нефтепереработки.
, объекты транспорта нефтепродуктов, склады горюче-смазочных материалов, пункты сдачи нефти, нефтебазы.
Повышение безопасности объектов нефтегазового предприятия.
Улучшение экологической обстановки на объектах предприятия.
Автоматизация управления морскими подвижными объектами
Рассмотрены этапы развития автоматизированных систем управления кораблями, отражена роль Института проблем управления им. В.А. Трапезникова РАН в решении общих проблем автоматизации морских подвижных объектов. Указаны перспективные направления исследований.
Еще термины по предмету «Автоматизация технологических процессов»
Абсолютная погрешность измерения
отклонение измеренного значения величины от её истинного (действительного) значения. Погрешность измерения является характеристикой точности измерения.
Амортизационный фонд
денежный фонд, предназначенный для возмещения износа и расширенного воспроизводства средств труда. Создается за счет амортизационных отчислений. Его использование на расширенное воспроизводство связано с тем, что: рост производительности труда, снижение цен на оборудование и материалы, уменьшение затрат на строительно – монтажные работы приводят к снижению стоимости средств труда к моменту их замены новыми и амортизационный фонд в этом случае может превысить стоимость заменяемых средств труда; возмещение средств труда за счет амортизационного фонда производится, как правило, на новой, более развитой технической основе, обеспечивающей расширенное воспроизводство; при систематическом отчислении средств в амортизационный фонд средства труда не требуют возмещения в натуральной форме после каждого произведения цикла, это приводит к накоплению средств амортизационного фонда, которые могут использоваться и для расширенного воспроизводства.
Многомерный статистический анализ (МСА)
раздел математической статистики, посвященный математическим методам построения оптимальных планов сбора, систематизации и обработки многомерных статистических данных, направленным на выявление характера и структуры взаимосвязей между компонентами исследуемого многомерного признака и предназначенным для получения научных и практических выводов.
- Автоматизация
- Система автоматизации
- Функция автоматизации
- Уровень автоматизации
- Автоматизация комплексная
- Автоматизация обучения
- Комплексная автоматизация
- Сквозная автоматизация
- Автоматизация программирования
- Автоматизация проектирования
- Автоматизация производства
- Полная автоматизация
- Схема автоматизации
- Уровни автоматизации
- Частичная автоматизация
- Автоматизация движений
- Автоматизация учета
- Автоматизация звука
- Этапы автоматизации
- Уровень автоматизации управления
Повышай знания с онлайн-тренажером от Автор24!
- Напиши термин
- Выбери определение из предложенных или загрузи свое
- Тренажер от Автор24 поможет тебе выучить термины с помощью удобных и приятных карточек
Все сервисы Справочника в твоем телефоне! Просто напиши Боту, что ты ищешь и он быстро найдет нужную статью, лекцию или пособие для тебя!
Подписаться через qr-код
- Научные статьи
- Лекторий
- Методические указания
- Справочник терминов
- Статьи от экспертов
- Стать автором
- Предложить статью
- Отзывы об Автор24
- Последние статьи
- Акции партнеров
- Помощь эксперта
- Справочник рефератов
- Решение задач в 2 клика
- Поиск репетитора
- Для правообладателей
- Работа для преподавателей
- Работа для репетиторов
- Психологическая помощь
- Партнерская программа
- Реклама на сайте
Возможность создать свои термины в разработке
Еще чуть-чуть и ты сможешь писать определения на платформе Автор24. Укажи почту и мы пришлем уведомление с обновлением ☺️
Включи камеру на своем телефоне и наведи на Qr-код.
Кампус Хаб бот откроется на устройстве
Объекты автоматизации и их характеристики
Объекты автоматизации (объекты управления) — это отдельные установки, станки, машины, агрегаты, аппараты, комплексы машин и аппаратов, которыми нужно управлять. Они очень разнообразны по своему назначению, устройству и принципу действия.
Объект автоматизации является основной составной частью автоматической системы, определяющей характер системы, поэтому его изучению уделяется исключительное внимание. Сложность объекта определяется главным образом степенью его изученности и многообразием выполняемых им функций. Результаты исследований объекта должны быть представлены в виде четких рекомендаций о возможности полной или частичной автоматизации объекта или отсутствии необходимых условий для автоматизации.

Характеристики объектов автоматизации
Проектированию автоматической системы управления должно предшествовать изучение объекта с целью установления связей объекта. В общем случае эти связи можно представить в виде четырех групп переменных.
Контролируемые возмущающим воздействия, совокупность которых образует L-мерный вектор Н = h 1, h2, h 3, . hL . К ним относятся измеряемые переменные, зависящие от внешней среды, например, такие как показатели качества исходных литейных материалов в литейном производстве, количество потребляемого пара в паровом котле, расход воды в проточном водонагревателе, температура воздуха в теплице, изменяющаяся от внешних условий окружающей среды и факторы, влияющие на процесс. Для контролируемых возмущающих воздействий задаются ограничения по условиям технологии.
Показатель технологического процесса, которым необходимо управлять, называют управляемой величиной (координатой), а ту физическую величины, посредством которой управляется показатель технологического процесса, называют управляющим воздействием (входной величиной, координатой).

Управляющие воздействия, совокупность которых образует N -мерный вектор X = х1, х2, х3, . xN. Они независимы от внешней среды и оказывают наиболее существенное влияние на технологический процесс. С их помощью целенаправленно изменяют протекание процесса.
К управляющим воздействиям относятся включение и отключение электродвигателей, электрических нагревателей, исполнительных механизмов, положение регулирующих заслонок, положение задатчиков регуляторов и т. п.
Выходные переменные, совокупность которых образует М-мерный вектор состояния Y = у1, у2, у3, . уМ. Эти переменные являются выходом объекта, характеризующим его состояние и определяющим качественные показатели готового продукта.
Неконтролируемые возмущающие воздействия, совокупность которых образует G-мерный вектор F = f 1, f 2, f 3, . f G . К ним относятся такие возмущения, которые не могут быть измереныпо тем или иным причинам, например из-за отсутствия датчиков.
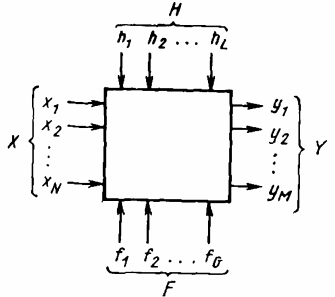
Рис. 1. Входы и выходы объекта автоматизации
Изучение рассмотренных связей объекта, подлежащего автоматизации, может привести к получению двух диаметрально противоположных выводов: между выходными и входными переменными объекта имеется строгая математическая зависимость или между этими переменными отсутствует зависимость, которая может быть выражена достоверной математической формулой.
В теории и практике автоматического управления технологическими процессами накоплен достаточный опыт описания состояния объекта в таких ситуациях. При этом объект рассматривается как одно из звеньев системы автоматического управления. В случаях, когда известна математическая зависимость между выходной переменной у и управляющим входным воздействием х объекта, выделяют две основные формы записи математических описаний — это статические и динамические характеристики объекта.
Статическая характеристика в математической или графической форме выражает зависимость выходных параметров от входных. Бинарные связи обычно имеют четкое математическое описание, например, статическая характеристика весовых дозаторов литейных материалов имеет вид h = km (здесь h — степень деформации упругих элементов; т — масса материала; k — коэффициент пропорциональности, зависящий от свойств материала упругого элемента).
При наличии нескольких переменных параметров в качестве статических характеристик можно использовать номограммы.
Статическая характеристика объекта определяет последующее формирование целей автоматизации. С точки зрения практической реализации в литейном производстве эти цели могут быть сведены к трем видам:
стабилизации выходных параметров объекта;
изменению выходных параметров по заданной программе;
изменению качества некоторых выходных параметров при изменении условий протекания процесса.
Ряд технологических объектов однако не может быть описан математически из-за множества взаимосвязанных факторов, влияющих на ход процесса, наличия неконтролируемых факторов и малоизученности процесса. Такие объекты с точки зрения автоматизации являются сложными. Степень сложности определяется числом входов и выходов объекта. Такие объективные трудности возникают при изучении процессов, снизанных с массо- и теплопередачей. Поэтому при их автоматизации необходимы допущения или условия, которые должны способствовать главной цели автоматизации — повышению эффективности управления путем максимального приближения технологических режимов к оптимальным.
Для изучения сложных объектов используют прием, который заключается в условном представлении объекта в виде «черного ящика». При этом исследуют только внешние связи, ни утреннюю структуру системы не учитывают, т. е. изучают, что делает объект, а не как он функционирует.
Поведение объекта определяют по реакции выходных величин на изменение входных. Основным инструментом для изучения такого объекта являются статистико-математические методы. Методически изучение объекта осуществляется следующим образом: определяют главные параметры, устанавливают дискретный ряд изменения главных параметров, искусственно изменяют входные параметры объекта в пределах установленного дискретного ряда, фиксируют все изменения выходов и статистически обрабатывают полученные результаты.

Динамические характеристики объекта автоматизации определяются рядом его свойств, одни из которых способствуют качественному процессу управления, другие препятствуют ему.
Из всех свойств объектов автоматизации, независимо от их многообразия, можно выделить главные, наиболее характерные: емкость, способность к самовыравниванию и запаздывание.
Емкостью называют способность объекта аккумулировать рабочую среду и запасать ее внутри объекта. Накопление вещества или энергии возможно благодаря тому, что в каждом объекте имеется сопротивление выходу.
Мерой емкости объекта служит коэффициент емкости С, характеризующий количество вещества или энергии, которое нужно подвести к объекту, чтобы изменить управляемую величину на единицу в принятой размерности измерения:
где dQ — разность между притоком и расходом вещества или энергии; ру — управляемый параметр; t — время.
Размерность коэффициента емкости может быть различной в зависимости от размерностей управляемых параметров.
Скорость изменения управляемого параметра тем меньше, чем больше коэффициент емкости объекта. Из этого следует, что легче управляются те объекты, коэффициенты емкости которых больше.
Самовыравнивание — это способность объекта приходить после возмущения в новое установившееся состояние без вмешательства управляющего устройства (регулятора). Объекты, обладающие самовыравниванием, называют статическими, а не обладающие этим свойством — нейтральными или астатическими. Самовыравнивание способствует стабилизации управляющего параметра объекта и облегчает работу управляющего устройства.
Самовыравнивание объектов характеризуется коэффициентом (степенью) самовыравнивания, который имеет вид:
В зависимости от коэффициента самовыравнивания статические характеристики объекта принимают различный вид (рис. 2).
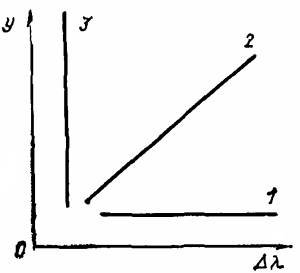
Зависимость управляемого параметра от нагрузки (относительного возмущения) при различных коэффициентах самовыравнивания: 1 — идеальное самовыравнивание; 2 — нормальное самовыравнивание; 3 — отсутствие самовыравнивания
Зависимость 1 характеризует объект, у которого управляемая величина не изменяется при любых возмущениях, такой объект не нуждается в управляющих устройствах. Зависимость 2 отражает нормальное самовыравнивание объекта, зависимость 3 характеризует объект, не имеющий самовыравнивания. Коэффициент р является переменной величиной, он повышается с увеличением нагрузки и в большинстве случаев имеет положительное значение.

Запаздывание — это время, проходящее между моментом нарушения равновесия и началом изменения управляемой величины объекта. Оно обусловливается наличием сопротивлений и инерционностью системы.
Различают два вида запаздывания: чистое (или транспортное) и переходное (или емкостное), которые в сумме составляют общее запаздывание в объекте.
Чистое запаздывание получило свое название потому, что в объектах, где оно имеется, наблюдается смещение во времени реакции на выходе объекта по сравнению с моментом появления входного воздействия без изменения величины и формы воздействия. Минимальным чистым запаздыванием обладает объект, работающий при максимальной нагрузке или в котором сигнал распространяется с большой скоростью.
Переходное запаздывание возникает при преодолении потоком вещества или энергии сопротивлений между емкостями объекта. Оно определяется числом емкостей и величиной переходных сопротивлений.
Чистое и переходное запаздывания ухудшают качество управления, поэтому необходимо стремиться к уменьшению их величин. К мерам, способствующим этому, можно отнести размещение измерительных и управляющих устройств в непосредственной близости от объекта, применение малоинерционных чувствительных элементов, конструктивная рационализация самого объекта и др.
Результаты анализа наиболее важных характеристик и свойств объектов автоматизации, а также методов их изучения позволяют сформулировать ряд требований и условий, выполнение которых обеспечивает возможность успешной автоматизации. Главные из них следующие:
математическое описание связей объекта, представленное в виде статических характеристик; для сложных объектов, которые не могут быть описаны математически, — использование математико-статистических, табличных, пространственных и других методов изучения связей объекта, основанных на введении некоторых допущений;
построение динамических характеристик объекта в виде дифференциальных уравнений или графиков для изучения переходных процессов в объекте, при этом учитывают все основные свойства объекта (емкость, запаздывание, самовыравнивание);
использование в объекте таких технических средств, которые бы обеспечивали выдачу информации об изменении всех интересующих параметров объекта в виде унифицированных сигналов, измеряемых датчиками;
применение для управления объектом исполнительных механизмов, имеющих управляемые приводы;
установление достоверно известных пределов изменения внешних возмущений объекта.
К подчиненным требованиям можно отнести:
определение граничных условий автоматизации в соответствии с задачами управления;
установление ограничений входных величин и управляющих воздействий;
расчет критериев оптимальности (эффективности).

Пример объекта автоматизации — установка приготовления формовочных смесей в литейном производстве
Процесс приготовления формовочных смесей состоит из дозирования исходных компонентов, подачи их в смеситель, смешивания готовой смеси и выдачи ее к формовочным линиям, обработки и регенерации отработанной смеси.
Исходные материалы наиболее распространенных в литейном производстве песчано-глинистых смесей: отработанная смесь, свежий песок (наполнитель), глина или бентонит (связующая добавка), молотый уголь или углеродсодержащие материалы (противопригарная добавка), огнеупорные и специальные добавки (крахмалит, мелясса), а также вода.
Входными параметрами процесса смесеприготовления являются расходы указанных формовочных материалов: отработанная смесь, свежий песок, глина или бентонит, молотый уголь, крахмалит или другие добавки, вода.
Выходными параметрами являются требуемые механические и технологические свойства формовочной смеси: прочность в сухом и во влажном состоянии, газопроницаемость, уплотняемость, формуемость, текучесть, объемная масса и др., которые контролируются с помощью лабораторного анализа.
Кроме того, к выходным параметрам относится также компонентный состав смеси: содержание активного и эффективного связующих, содержание активного угля, влажность или степень увлажнения связующего, содержание мелочи — влагопоглощающих мелких частиц и гранулометрический состав смеси или модуль мелкости.
Таким образом, объектом управления процесса является компонентный состав смеси. Обеспечением оптимального состава компонентов готовой смеси, определенного экспериментально, можно добиться стабилизации на заданном уровне механических и технологических свойств смеси.
Возмущения, которым подвержена смесеприготовительная система, значительно усложняют задачу стабилизации качества смеси. Причиной возмущений является наличие потока рециркуляции — использование отработанной смеси. Основное возмущение на систему смесеприготовления оказывают процессы заливки. Под воздействием жидкого металла у части смеси, прилегающей к отливке и прогреваемой до высоких температур, происходят глубокие изменения состава активного связующего, угля и крахмалита и переход их в неактивный компонент.
Приготовление смеси состоит их двух последовательных процессов: дозирования, или шихтовки смеси, обеспечивающей получение требуемого компонентного состава, и смешивания, обеспечивающего получение однородной смеси и придание ей необходимых технологических свойств.
В современном технологическом процессе приготовления формовочных смесей применяют непрерывные методы дозирования сырьевых (формовочных) материалов, задача которых — выдача неразрывным потоком постоянного количества материала или отдельных его компонентов с отклонениями расхода от заданного не больше допустимых.
Автоматизация процесса смесеприготовления как объекта управления может быть осуществлена при следующем:
рациональном построении смесеприготовительных систем, позволяющих исключить или уменьшить влияние возмущений на состав смеси;
использовании весовых методов дозирования;
создании связанных систем управления многокомпонентным дозированием с учетом динамики процесса (инерционности смесителя и запаздывания), причем ведущим компонентом должна быть отработанная смесь, имеющая значительные колебания расхода и состава;
автоматическом контроле и регулировании качества смеси в процессе ее приготовления;
создании автоматических приборов для комплексного контроля состава и свойств смеси с обработкой результатов контроля на ЭВМ;
своевременном изменении рецептуры смеси при изменении соотношения смесь/металл в форме и времени охлаждения отливки до выбивки.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Объектами автоматизации
Объектами автоматизации являются сооружения, оборудование и коммуникации технологических и инженерных систем (трубопроводы технологические, воздуховоды, дымоходы и т.п.) и происходящие в них процессы.
В зависимости от степени вовлеченности персонала в автоматизируемый процесс выполняемых функций и решаемых задач различают:
Словарь-справочник терминов нормативно-технической документации . academic.ru . 2015 .
Смотреть что такое «Объектами автоматизации» в других словарях:
серверы автоматизации — Автоматизация. Клиенты и серверы автоматизации. Автоматизация (ранее известная как OLE автоматизация – OLE Automation) – это одно из наиболее важных средств технологии ActiveX, позволяющее программно управлять объектами из других… … Справочник технического переводчика
СТО 11233753-001-2006: Системы автоматизации. Монтаж и наладка — Терминология СТО 11233753 001 2006: Системы автоматизации. Монтаж и наладка: Вспомогательная линия трубная проводка, посредством которой: а) подводятся к импульсным линиям защитные жидкости или газы, создающие в них встречные потоки для… … Словарь-справочник терминов нормативно-технической документации
РМ 4-239-91: Системы автоматизации. Словарь-справочник по терминам. Пособие к СНиП 3.05.07-85 — Терминология РМ 4 239 91: Системы автоматизации. Словарь справочник по терминам. Пособие к СНиП 3.05.07 85: 4.2. АВТОМАТИЗАЦИЯ 1. Внедрение автоматических средств для реализации процессов СТИСО 2382/1 Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 54136-2010: Системы промышленной автоматизации и интеграция. Руководство по применению стандартов, структура и словарь — Терминология ГОСТ Р 54136 2010: Системы промышленной автоматизации и интеграция. Руководство по применению стандартов, структура и словарь оригинал документа: 4.1 абстрактная деталь (abstract part): Деталь, которая определена только своей… … Словарь-справочник терминов нормативно-технической документации
СРЕДСТВА ТЕХНОЛОГИЧЕСКОГО ОСНАЩЕНИЯ ПРИ МЕХАНИЗАЦИИ (АВТОМАТИЗАЦИИ) — Техническое устройство, функционирующее и управляемое при участии людей, без использования энергии неживой природы. Примечания: 1. Техническим устройством называется изделие машиностроения или приборостроения для преобразования, добычи,… … Словарь-справочник терминов нормативно-технической документации
WATIR — (англ. Web Application Testing in Ruby) бесплатная библиотека для интерпретатора Ruby с открытым кодом, позволяющая тестировать веб приложения. Библиотека WATIR понимает структуру веб страниц и позволяет получить доступ к ее элементам … Википедия
OPC-сервер — OPC (OLE for Process Control) семейство программных технологий, предоставляющих единый интерфейс для управления объектами автоматизации и технологическими процессами. Многие из OPC протоколов базируются на Windows технологиях: OLE, ActiveX,… … Википедия
OPC — Эта статья или раздел нуждается в переработке. Пожалуйста, улучшите статью в соответствии с правилами написания статей … Википедия
Component Object Model — В данной статье или разделе имеется список источников или внешних ссылок, но источники отдельных утверждений остаются неясными из за отсутствия сносок … Википедия
объект — 3.14 объект (object): Элемент, который может быть охарактеризован посредством измерения его атрибутов. Источник … Словарь-справочник терминов нормативно-технической документации
2.1.1 Вид автоматизируемой деятельности
К виду автоматизируемой деятельности относятся процессы сбора (получения) и обработки информации посредством АИС «АРМВ», включая создание, ввод (в ручную, со сканера, из электронных источников), просмотр, редактирование, поиск, обмен между подсистемами, вывод (с принтера) электронной документации, формирование отчетов и организацию хранения информации.
2.1.2 Перечень объектов автоматизации, на которых предполагается использовать систему
В перечень объектов автоматизации входят подразделения СПб ГУЗ КРБ NQ25: о Регистратура — АРМР
о Амбулаторно-консультативное отделение — АРМТ о Лаборатория — АРМЛ
о Кабинеты инструментальных методов исследования — АРМ КИМИ
ДЛЯ обеспечения оперативности и надежности работы АИС «АРМВ» вводится подсистема ее контроля и обеспечения — Администратор системы — АРМ АС.
Подробное количество АРМ сотрудников СПб УЗ КРБ NQ25 рассматривается в разделе Характеристика объекта автоматизации настоящего документа.
2.2 Цели создания системы
Актуальными проблемами, решение которых должны взять на себя создание и внедрение хис «АРМВ» в спе ГУЗ КРБ N225, являются:
о повышение трудоспособности и мотивации персонала за счет сокращения
временных и трудовых затрат;
о увеличение скорости и эффективности работы персонала; о улучшение информационного обеспечения сотрудников;
о уменьшение времени ожидания пациентом и повьппение качества его обслуживания;
о минимизация временных затрат и трудозатрат на обработку данных: ввода, поиска, обработки и вывода документации;
о улучшения качества контроля и учета обрабатываемой информации, уменьшение числа ошибок и задержек при их исправлении;
о осуществление оперативной обратной связи между сотрудниками одной подсистемы или работниками разных подсистем ;
о систематизация накопления, обработки, хранения и выдачи достоверной информации;
о снижение доли ручного труда и BpeMeHHЬ
затрат при подготовке медицинской статистики;
о улучшение защиты и сохранности документации;
о повышение адаптивности системы к изменяющимся внешним обстоятельствам
и требованиям нормативных документов;
о возможность интеграции с другими информационными системами. Основными целями создания и внедрения Аие «АРМВ» являются:
организация в рамках еПб ГУЗ КРБ N225 единой автоматизированной системы управления электронным: документооборотом;
формирование файл-серверных хранилищ электронных документов и учетных записей, обеспечивающих поддержку процедур разграничения доступа к документам;
ведение протокола работы пользователей с документами;
повьппение надежности хранения документов за счет использования специальных механизмов обеспечения защиты документации;
осуществление поиска информации по многокритериальному запросу;
повышение качества и оперативности работы с документами и увеличение скорости работы;
улучшение общих условий работы персонала и повышение качества работы сотрудников;
сокращение операционных затрат при доступе, обработке и хранении данных за счет устранения дублирования операций;
улучшения возможностей по информированию сотрудников о состоянии документации и связанных с ней процессов;
предоставление электронной справочной информации;
осуществление программной и технической поддержки пользователя;
усиление средств контроля оборотом документации;
обеспечение системой свойств модульности и масштабирования;
архивирование и синхронизация электронной информации. В ходе внедрения следует решить следующие задачи:
о формирование единого хранилища электронных документов (текущих и архивных), создаваемых и обрабатываемых в Аие «АРМВ» и обеспечение обмена электронными документами внутри учреждения;
о автоматическое формирование персонального сайта работника регистратуры, врача-терапевта, врача-специалиста, врача лаборатории, который может функционировать автономно и интегрироваться в общую медицинскую сеть;
о обеспечение доступа к хранилищам электронных ресурсов регистратуры, кабинетов амбулаторно-консультативного отделения, лаборатории и кабинетов инструментальной диагностики;
о реализация защиты электронной информации при помощи разграничения уровней доступа;
о составление, согласование, утверждение и изменение расписания с работниками регистратуры приемов врачами-терапевтами, обследований врачами-специалистами (КИМИ), взятие анализов медсестрами лабораторий;
о автоматизация процессов создания, и/или введения со сканера, и/или формирования с помощью электронного оборудования исследований (электронные результаты Рентгена, УЗИ, ЭКГ и пр.), обработки, поиска, хранения и/или вывода на принтер документов;
о автоматизация заполнения стандартных бланков и форм посредством применения медицинских электронных справочников (МКБ-1 О и др.) с принятыми нозологиями заболеваний, аббревиатурами заболеваний, названиями медикаментов, аббревиатурами и шифрами лабораторных и инструментальных исследований;
о ведение медицинской документации в соответствии с принятыми стандартами ее составления и оформления (Медицинская карта — форма 025/у-О4, Дневник, Направления, Эпикризы и пр.);
о автоматическая обработка и систематизация информации по ряду основных и дополнительных параметров (возрастным, льготным и инвалидным категориям, по заболеваниям и др.);
о составление статистических нормативных отчетов (по формам О/39у-ВОП, О/30у-ВОП (паспорт участка) и N21-ВОП);
о определение и настройка маршрутов движения и жизненных циклов документов, обрабатываемых в рамках Аие «АРМВ»;
о разработка специализированных программных модулей, обеспечивающих выполнение различных служебных функций (поиск по запросам, формирование отчетов);
о регистрация вводимой информации в соответствующих журналах и их персонализация, удаление данных из которых не предусматривается;
о разработка удобного и простого в управлении пользовательского интерфейса (включая формы ввода/вывода и меню) в соответствии с требованиями данного технического задания;
о разработка модуля интерактивной системы поддержки (помощь, справка), а также сопровождение системы подробным руководством пользователя;
о разработка модуля сбора сведений и обработки ошибок;
о предотвращение ввода избыточных дублируемых данных;
о обеспечение устойчивости системы к сбоям, возможности синхронизации и восстановления информации.
2.2.1 Критерии оценки достижения целей создания системы Основными критериями достижения целей создания АИС «АРМВ» является: о устойчивая и быстрая работа системы и ее подсистем;
о обеспечение надежности и сохранности информации;
о минимизация времени простоя системы;
о осуществление быстрого восстановления системы;
о повышение эффективности работы сотрудников АИС «АРМВ», зависящего от:
• времени, требуемого для осуществления обычного цикла обработки информации;
качества и доступности информации получаемой пользователем от системы;
о уменьшение затрат времени на оборот документации внутри системы;
о формирования статистической, оперативной, исследовательской и другой отчетности.
Критериями оценки достижения целей создания системы считается способность АИС «АРМВ» обеспечить возможность решения задач по своему назначению.