Внешние вольт-амперные характеристики источников питания сварочной дуги
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) — это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1 при пологопадающей — а2. Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания.Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с. Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В. Для постоянного тока напряжение зажигания должно быть не менее 30-35 В, а для переменного тока 50-55 В. для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В. Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания. Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питаний необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками
Требования к источникам питания для дуговой сварки
Важными параметрами процесса сварки являются вольт-амперная характеристика сварочной дуги и внешняя характеристика источника питания. От их согласования во многом зависят устойчивость горения дуги и стабильность протекания процесса сварки.
Вольт-амперная характеристика дуги нелинейна, поскольку в общем случае электрический ток в газах не подчиняется закону Ома (дуга является электрическим разрядом в газе, и ее сопротивление не равняется постоянной величине).
При малых токах (примерно до 100А) с его увеличением интенсивно возрастают степень ионизации и число заряженных частиц. Сопротивление столба дуги уменьшается, и для поддержания тока необходимо меньшее напряжение.
При возрастании тока увеличение степени ионизации происходит медленнее, рост количества носителей заряда уменьшается, и напряжение дуги становится мало зависящим от тока.
При больших плотностях тока степень ионизации высокая, дуга не расширяется, так как ограничена диаметром электрода, и ее сопротивление становится постоянным. На этом участке она подчиняется закону Ома — ток и напряжение прямо пропорциональны.
Для каждого способа сварки наиболее характерен свой участок характеристики дуги. Например, при ручной сварке покрытыми электродами и неплавящимся электродом в среде аргона сила тока относительно невелика, а диаметр электрода значителен. Эти условия соответствуют подающему участку характеристики дуги. При сварке под флюсом сила тока больше, чем при ручной сварке, поэтому характеристика переходит на пологий и частично на возрастающий участок. Сварка в углегислом газе характеризуется применением проволок малого диаметра, что пропорционально квадрату диаметра увеличивает плотность тока. Характеристика дуги становится возрастающей.
Ручная дуговая сварка
Одна из основных особенностей ручной сварки — частое изменение длины дуги. Оно связано с манипуляцией сварщиком электродом, его плавлением и необходимостью подачи электрода вниз, а также выполнением швов в неудобных и труднодоступных местах. Особенно частые колебания длины дуги возникают при недостаточной квалификации сварщика. Для обеспечения стабильности процесса сварки, требуемой глубины проплавления и хорошего качества шва необходимо, чтобы сила тока при колебаниях длины дуги изменялась минимально.
Если при ручной дуговой сварке использовать источник питания с пологопадающей характеристикой, то при удлинении дуги возможен ее обрыв из-за малого тока, а при укорочении дуги возможен прожог из-за чрезмерно большой силы тока. Поэтому при ручной сварке применяются источники питания с крутопадающей характеристикой, обеспечивающей максимальную стабильность процесса сварки.
Газовая сварка, оборудование для газовой сварки, контроль качества соединения
Газовоя сварка происходит по средствам газа. С помощью кислорода ацицелена и стальной проволоки
Сварочные инверторы, сварочные полуавтоматы
Визуальный осмотр и просвет ренгеном все это применимо и для электро дуговой сварки
Контроль качества сварных швов. Основные методы
Для контроля качества сварного шва могут применяться различные методы, основанные на использовании разных материалов, приспособлений и устройств. Государственными стандартами определены следующие способы, с помощью которых можно оценить, насколько качественно была проведена сварка и последующая зачистка сварных швов. Визуальный осмотр Самый простой и очевидный метод, призванный определить явные дефекты шва. Он может производиться без сторонних приспособлений либо с применением лупы. В рамках подготовки к осмотру производится специальная обработка сварных швов: поверхность очищают от загрязнений и шлаков, некоторые виды сталей дополнительно подвергают химической обработке. При осмотре оценивают размер сварного шва, замеряют обнаруженные дефектные участки. Если были обнаружены трещины, их границы определяют засверливанием, подрубкой, шлифовкой и завершающим травлением. Трещины обнаруживаются при нагреве металла, выявляясь зигзагообразными линиями. Если должна быть произведена термическая обработка сварных швов, то внешний осмотр проводится и до процедуры, и после нее. Просвечивание сварного шва В этом случае используют гамма-лучи или рентген (пленку прикладывают с обратной стороны металлической заготовки). Если оборудование для сварных швов подвело, то в местах, где имеются дефекты, на пленке будут видны пятна более темного оттенка. Именно так можно выявить шлаковые включения, непровар и поры. Метод не дает возможности выявить трещины, расположенные под углом менее пяти градусов относительно центрального луча и слипания металлов без шлаковой или газовой прослойки. Этот метод позволяет определять дефекты в металлических заготовках толщиной до 6 сантиметров. Если в швах обнаруживаются дефекты, просвечивают удвоенное число стыков. Если дефекты снова обнаружены, то проверяют швы всех заготовок, выполненные этим сварщиком, а после удаления дефектов швы проверяют вновь. Магнитографический метод В его основе лежит обнаружение поля рассеивания, которое образуется на месте наличия дефектов при намагничивании заготовки. Рассеиваемые поля фиксируются на магнитной ленте, прижатой к поверхности швов. Запись проводится на дефектоскоп, а потом считывается. Если сварка и обработка сварных швов были проведены недостаточно качественно, то этот метод выявит трещины, поры, непровары, шлаковые включения. С меньшей точностью таким образом можно обнаружить поперечные трещины, широкие непровары, округлые поры. Метод подходит для работы с металлом толщиной в 0,4–1,2 сантиметра. Проверка ультразвуком Этот способ основан на отражении направленных пучков звуковых колебаний от металлов и несплошностей в нем. Он используется для контроля качества сварного шва в цветных металлах и стали. Для того чтобы получить ультразвуковые волны, применяют пьезоэлектрические кварцевые пластины, вставленные в щуп. Отраженные колебания улавливаются искателями, преобразуются в электрический импульс, подаются на усилитель, воспроизводятся индикатором. Чтобы обеспечить акустический контакт, поверхность изделия покрывается автолом или компрессорным маслом. Вскрытие шва
Этот способ используется при необходимости определить дефекты, которые подозреваются, но не были выявлены при использовании других методов. В этом случае применяется оборудование для сварных швов, которым вскрывается подозрительный участок соединения. В этом случае просверливается углубление диаметром несколько больше ширины шва, а потом поверхность шлифуется и протравливается раствором азотной кислоты. Границы шва при этом проявляются очень отчетливо. Химический метод
До начала испытания необходима тщательная зачистка сварных швов от шлаков и загрязнений. В этом случае наружный слой металла обрабатывается четырехпроцентным раствором фенолфталеина либо накрывается тканью, пропитанной пятипроцентным раствором азотнокислого серебра. Изделие нагнетается смешанным с аммиаком воздухом, и в местах, где имеются локальные течи, азотнокислое серебро становится серебристо-черным, а фенолфталеин – красным. Цветная дефектоскопия (ГОСТ 3242-79)
Полость дефекта наполняется флуоресцентным раствором, которая светится под действием ультрафиолетового луча. Цветная дефектоскопия дает возможность выявлять дефекты при помощи проявляющей белой краски. В этом случае проявляется рисунок, повторяющий форму дефекта. Такими методами можно выделить поверхностный дефект сварного шва – в основном это трещины, которые образуются в сварных соединениях. Проба керосином Этот метод может использоваться при необходимости определения плотности сварного шва на металлическом соединении толщиной до одного сантиметра. Он позволяет выявить дефекты, размер которых составляет от 0,1 миллиметра. В этом случае шов покрывается суспензией из каолина либо мела и подсушивается, а другая сторона два или три раза смачивается керосином. Если шов проницаем, на поверхности, смазанной суспензией, проступят желтые жирные пятна. Срок испытания составляет порядка четырех часов. Испытание пневматикой
В этом случае с одной стороны шва создается избыточное воздушное давление, а другая промазывается мыльной пеной, на которой под воздействием воздуха, проникающего через неплотности, будут образовываться пузыри. Вакуумный метод
Такие испытание предназначены для определения плотности днища резервуаров и прочих подобных конструкций. Они способны выявить сквозную неплотность размером от 0,1 миллиметра на металлических заготовках толщиной до 1,5 сантиметров. Пенным индикатором в этом случае выступает мыльный раствор, а для создания вакуума применяют сегментные, плоские и кольцевые камеры. Технологические пробы
Способ позволяет определить сплавление металла, характер излома (по металлу или шву), качество зачистки сварных швов, внутренние дефекты и непровары. Место соединения изучают при помощи лупы с десятикратным увеличением. В основном этот метод применяют при испытании сварочных материалов и новых технологий, а также при аттестации сварщиков.
Газовая или газоплавильная сварка, также газосварка — процесс, при котором плавление основного и присадочного материала происходит в пламени открытой горелки. Поддержание пламени горелки осуществляют подачей одного или нескольких горючих газов или жидкостей в смеси с кислородом. Пламя может быть окислительным или восстановительным, это регулируется количеством кислорода. В зависимости от состава основного металла выбирают состав присадочных прутков; а в зависимости от толщины основного металла — диаметр.
Оборуд.для газ сварки.
Кислородный баллон , заправочный объем 40 см^3, цвет голубой, надпись черная, вентиль латунный, с обратным клапаном с правой резьбой для подкл. редуктора, заправочное давление 150 кг на см2 .
Газ кислород без цвета и запаха взрывоопасный, не горючий (недопустимо взаимодействие с маслами и смазками)
Ацетиленовый баллон , заправочный объем 40 см^3, цвет белый надпись красная , вентиль стальной под спец. Ключ , имеет войлочный фильтр, (при использовании латунного вентиля образуется ацетиленистая медь она взрывоопасна) газ ацетилен находится в баллоне в растворенном состоянии в ацетоне .Полость баллона заполнена пористой массой, древесный уголь, пористая масса используется для увеличения объема растворенного газа ацетилена , ацетиленовый баллон запрещается использовать в лежачем положении (приводит к вытеканию ацетона из баллона и уменьшение заправочного объема)
Сварочные рукава, кислородный шланг имеет двойную оплетку либо с синей полосой либо синего цвета, можно использовать на ацетилене но не на оборот .
ацетиленовый рукав с одиночной оплеткой либо с красной полосой либо красного цвета
Газовые редукторы служат для понижения до раб давл и поддержания постоянного рабочего давления в системе.
понижающий редуктор кислородный имеет два манометра , первый показывает давление в баллоне второй рабочее давление
Штуцер подсоединения сварочного шланга , уплотнение полусфера
Штуцер накидную гайку с правой резьбой для крепления к вентилю газового баллона ,Уплотнение через прокладку
Газовые горелки бывают инжекторные(давление кислорода больше, ацетилена меньше) и без инжекторные(одинаковое примерно)
Вольт-амперная характеристика дуги (ВАХ)
Статическая вольт-амперная характеристика дуги показывает зависимость между установившимися значениями тока и напряжения дуги при постоянной ее длине.

Характеристика имеет три области
Первая область I характеризуется резким падением напряжения Uд на дуге с увеличением тока сварки Iсв. Такая характеристика называется падающей и вызвана тем, что при увеличении тока сварки происходит увеличение площади, а следовательно, и электропроводности столба дуги.
Во второй области II характеристики увеличения тока сварки не вызывают изменения напряжения дуги. Характеристика дуги на этом участке называется жесткой. Такое положение характеристики на этом участке происходит за счет увеличения сечения столба дуги, анодного и катодного пятен пропорционально величине сварочного тока. При этом плотность тока и падение напряжения на протяжении всего участка не зависят от изменения тока и остаются почти постоянными.
В третьей области III с увеличением сварочного тока возрастает напряжение на дуге Uд. Такая характеристика называется возрастающей. При работе на этой характеристике плотность тока на электроде увеличивается без увеличения катодного пятна, при этом возрастает сопротивление столба дуги и напряжение на дуге увеличивается.
Род тока при сварке — постоянный или переменный, полярность на постоянном токе может быть прямой (минус от источника на электроде), или обратной (минус от источника присоединяется к детали).
Ток обратной полярности применяют при сварке тонкого металла легкоплавких сплавов, легированных, специальных и высокоуглеродистых сталей, чувствительных к перегреву, при полуавтоматической сварке арматуры и металлоконструкций легированной проволокой сплошного сечения, при сварке электродами с фтористо-кальциевым покрытием.
При сварке на переменном токе полярность электродов и условия существования дуги периодически изменяются в соответствии с частотой тока.
В каждом полупериоде ток и напряжение меняют полярности при переходе синусоиды через нулевое значение. Дуга при этом угасает, температура активных пятен и дугового промежутка снижается. Повторное зажигание дуги в новом полупериоде происходит при повышенном напряжении — пике зажигания, которое выше напряжения на дуге.
Для повышения устойчивости дуги переменного тока добавляют в покрытия электродов и сварочные флюсы такие материалы, как мел, мрамор, полевой шпат и др., содержащие калий, натрий, кальций и другие элементы.
Газы, вводимые в зону горения дуги для защиты расплавленного металла, оказывают влияние на зажигание дуги переменного тока. При сварке с инертными газами (гелий, аргон) зажигание дуги затруднено, но возбужденная дуга горит устойчиво.
При сварке вольфрамовым электродом в среде аргона происходит испарение частиц металла с поверхности сварочной ванны и ближайших холодных зон, вместе с которыми удаляются и окисные пленки, что улучшает условия сварки и качество шва.
Углекислый газ при сварке на переменном токе действует отрицательно, поэтому сварка в углекислом газе применяется преимущественно на постоянном токе обратной полярности.
Источники питания сварочной дуги имеют также свои вольт-амперные характеристики, которые могут быть падающими, жесткими и возрастающими.
Для стабильного горения дуги необходимо, чтобы было равенство между напряжениями и токами дуги (Uд, Iд) и источника питания (Uп, Iп).
Источники питания с падающей и жесткой характеристиками применяют при ручной дуговой сварке, с возрастающей характеристикой — при полуавтоматической сварке, с жесткой и возрастающей — при автоматической сварке под флюсом и для наплавки.
Устойчивое горение сварочной дуги возможно только в том случае, когда источник питания сварочной дуги поддерживает постоянным необходимое напряжение при протекании тока по сварочной цепи.
Работу сварочной цепи и дуги нужно рассматривать при наложении статической вольт-амперной характеристики (ВАХ) сварочной дуги на статическую вольт-амперную характеристику источника питания (называемую также внешней характеристикой источника питания) .
Ручная электросварка обычно сопровождается значительными колебаниями длины дуги. При этом дуга должна гореть устойчиво, а ток дуги не должен сильно изменяться. Также часто требуется увеличить длину дуги, поэтому дуга должна иметь достаточный запас эластичности при удлинении, т. е. не обрываться.
Статическая характеристика сварочной дуги при ручной сварке обычно является жесткой, и отклонение тока при изменении длины дуги зависит только от типа внешней характеристики источника питания. При прочих равных условиях эластичность дуги тем выше, а отклонение тока дуги тем меньше, чем больше наклон внешней характеристики источника питания. Поэтому для ручной электросварки применяются источники питания с падающими внешними характеристиками. Это дает возможность сварщику удлинять дугу, не опасаясь ее обрыва, или уменьшать длину дуги без чрезмерного увеличения тока. Также обеспечиваются высокая устойчивость горения дуги и ее эластичность, стабильный режим сварки, надежное первоначальное и повторное зажигание дуги благодаря повышенному напряжению холостого хода, ограниченный ток короткого замыкания.
Ограничение этого тока имеет большое значение, так как при ручной дуговой сварке происходит переход капли расплавленного металла электрода на изделие, и при этом возможно короткое замыкание.
При больших значениях тока короткого замыкания происходят прожоги металла, прилипание электрода, осыпание покрытия электрода и разбрызгивание расплавленного металла. Обычно значение тока короткого замыкания больше тока дуги в 1,2-1,5 раз.
Основными данными технических характеристик источников питания сварочной дуги являются напряжение холостого хода, номинальный сварочный ток, пределы регулирования сварочного тока.
Напряжение холостого хода источника сварочного тока — напряжение на его зажимах при отсутствии дуги, номинальный сварочный ток — допустимый по условиям нагрева источника питания ток при номинальном напряжении на дуге.
В процессе сварки непрерывно меняются значения тока и напряжения на дуге в зависимости от способа первоначального возбуждения дуги и при горении дуги — характера переноса электродного металла в сварочную ванну.
При сварке капли расплавленного металла замыкают дуговой промежуток, периодически изменяя силу тока и длину дуги, происходит переход от холостого хода к короткому замыканию, затем к горению дуги с образованием капли расплавленного металла, которая вновь замыкает дуговой промежуток. При этом ток возрастает до величины тока короткого замыкания, что приводит к сжатию и перегоранию мостика между каплей и электродом. Напряжение возрастает, дуга вновь возбуждается, и процесс периодически повторяется.
Изменения тока и напряжения на дуге происходят в доли секунды, поэтому источник питания сварочной дуги должен обладать высокими динамическими свойствами, т. е. быстро реагировать на все изменения в дуге.
Вольтамперные характеристики источников питания для ручной дуговой сварки
рис.1. Характер распределения магнитных силовых линий вокруг сварочной дуги.
Электрическая дуга — это мощный источник тепла и света. Тепловая мощность дуги определяется уравнением
Доля основного металла в металле шва. Погонная энергия.
Независимо от типа и способа выполнения, сварной шов состоит из определенной доли основного и электродного металла. Количественное содержание того или иного металла в шве будет зависеть от вида сварки, величины сварочного тока, напряжения на сва. Подробнее
Ионизирующее действие материалов электродных покрытий, покрытий разных марок и флюсов.
Газы даже при температурах, намного превышающих комнатную, состоят из недиссоциированных молекул, т. е. являются изоляторами. Наличие в газе положительно и отрицательно заряженных ионов и электронов делает его проводником электрического тока.
Коэффициент плавления, наплавки, потери на угар и разбрызгивание, производительность сварки
На производительность процесса электрической дуговой сварки влияют следующие факторы: сварочный ток; коэффициент плавления ап, который указывает, сколько электродного металла плавится под действием сварочного тока в 1 а за единицу вр. Подробнее
КПД сварочной дуги
Электрическая энергия, потребляемая дугой, в основном превращается в тепло. Тепловую мощность электрической дуги можно принять равной тепловому эквиваленту q0 электрической энергии
Методы изготовления электродов для ручной дуговой сварки.
При массовом производстве электродов сухие смеси приготовляются заранее и хранятся в специальных закрытых емкостях.
Приготовление замеса (обмазочной массы) производят смешиванием готовой сухой смеси с определенным количеством раствора жи. Подробнее
Дуговая сварка лежачим электродом
В некоторых случаях может использоваться сварка лежачим электродом, заключающаяся в том, что в разделку стыкового соединения или в угол тавровых соединений укладывается толстопокрытый электрод, прижимаеиый к изделею медной накладкой сп. Подробнее
Источники питания сварочной дуги: требования, классификация, характеристика
Общая информация
Для начала немного общей информации о сварочной дуге. Дуга представляет собой мощный электрический разряд, который формируется между основным металлом и концом электрода. Сварочная дуга генерирует высокотемпературное тепло, которого достаточно для сварки большинства металлов.
Чтобы поджечь дугу, необходим внешний источник тока. В общих чертах основные источники питания для сварки — это трансформаторы, выпрямители, генераторы и инверторы. Проще говоря, сварочные аппараты типы трансформатор, выпрямитель или генератор. А также инверторный сварочный аппарат. Но в рамках этой статьи мы дадим больше информации, поскольку источники для питания сварочной дуги имеют множество особенностей.
Далее мы расскажем, какие существуют сварочные источники питания, каковы их характеристики и какие требования к ним предъявляются.
Основные требования
Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
- обеспечивать легкость зажигание дуги;
- поддерживать стабильное горение;
- контролировать верхний порог тока короткого замыкания;
- обладать хорошей динамикой;
- соответствовать требованиям по электробезопасности.
Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения короткого замыкания) до вспыхивания дуги, то есть образования электрического пробоя воздуха.
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше.
Кроме того, очень важно, чтобы источник поддерживал стабильное горение дуги, то есть автоматически регулировал изменение напряжения от режима холостого хода (60-90 В) до напряжения рабочего хода (18-20 В).
Эти требования предъявляются ко всем без исключения устройствам. Им должен соответствовать даже самодельный сварочный аппарат, собранный для ручной дуговой сварки из блока питания компьютера.
Кстати, из последнего собрать устройство для домашнего применения не так уж сложно. Импульсный блок питания как раз и предназначен для понижения сетевого напряжения. Но варить можно будет только тонкий металл.
Выбор источника питания для дуговой сварки
Разумеется, помимо силовых характеристик сварочное оборудование выбирают по мобильности, габариту, весу. Говоря о достоинствах и недостатках источников питания, стоит начать с самого первого вида сварочников.
Трансформатор
Оборудование с вторичной обмоткой преобразует напряжение, за счет индуктивных полей с 80 вольт можно опустить напряжение до 20-ти. Это самый простой и громоздкий тип сварочного аппарата. Зато очень надежный, мало зависит от условий внешней среды, не боится влажности, запыленности. Трансформатор можно соорудить самостоятельно, нужный вольтаж получают за счет определенного числа витков вторичной обмотки. Коэффициент полезного действия оборудования довольно высокий, стоимость небольшая. Когда объем работы небольшой, сварщики с опытом работы предпочитают для гаража, дома приобретать трансформаторы.
Выпрямитель
Уже из названия ясно, что речь пойдет об источнике постоянного тока. Для преобразования используются полупроводники, они пропускают электричество только в верхнем диапазоне синусоиды. Благодаря использованию полупроводников, наличию электросхемы, возможности у выпрямителей шире, чем у трансформаторов. При смене полярности можно регулировать температуру на контактах: при прямой полярности сильнее греется электрод, при обратной – металл. КПД у выпрямителей выше, чем у трансформаторов, малые потери на холостом ходу.
Большой минус – сварочные аппараты очень греются, им периодически требуется передышка, чтобы прийти в норму или дополнительная система охлаждения.
Генератор
Электричество вырабатывается вращением вала в постоянном магнитном поле. Работают устройства на бензине, дизтопливе, есть стационарные установки на угле, брикетированном топливе. Главные достоинства:
- электричество со стабильными характеристиками;
- большой ампераж, до 1000 А.
Минусы – изрядные габариты, низкий КПД, плюс выхлопные газы, шум, вибрация.
Инвертор
Инверторный тип источников – самый технологичный. Небольшие размеры, высокая мощность, дополнительные функции: быстрый розжиг, стабильная дуга и другие. Бытовые устройства работают от сети 220 В, мощные установки подключают к трехфазным 380 В. Инверсия улучшает частотные характеристики до 50 кГц. Недостатки тоже есть: оборудование боится высокой влажности, низких температур, запыленности. Корпус профессиональных источников дополнительно оснащают защитой.
Классификация источников питания сварочной дуги
По типу сварочного тока
Итак, мы уже разобрали, что источником питания может быть трансформатор, выпрямитель и генератор. Но в более широком смысле все эти источники можно поделить еще на несколько подгрупп. Одна из них — тип тока, который генерирует источник.
Источник может генерировать постоянный или переменный ток. Классический трансформатор и генератор повышенной частоты зачастую генерирует переменный ток. Сварочный выпрямитель генерирует постоянный ток.
Чем отличается источник питания на постоянном токе и на переменном?
Сварочный аппарат переменного тока и постоянного в чем разница? Давайте разбираться.
Аппарат на переменном токе очень прост: он собирается из понижающего трансформатора и специального механизма, который регулирует силу сварочного тока. При применении сварочной дуги переменного тока сварка ведется на переменном токе соответственно.

Аппарат на постоянном токе более технологичен. Его основные компоненты — это понижающий трансформатор, устройство, выпрямляющее ток (выпрямитель), которое преобразовывает поступающий переменный ток в постоянный, и устройство, регулирующее силу тока. Соответственно, здесь сварка ведется на постоянном токе.
Это основные конструктивные различия. Есть еще различия эксплуатационные. Сварка постоянным током предпочтительнее, поскольку у этого источника тока больше преимуществ. Аппараты на постоянном токе намного компактнее и проще в применении, они технологичнее, и в целом считаются более современными. Сварка переменным током сложнее и характеризуется нестабильностью горения дуги.
Также упомянем инверторные источники питания, которые на данный момент считаются самыми технологичными и распространенными. Это сложные аппараты, которые многократно преобразовывают ток, сглаживая его с помощью специальных фильтров, и впоследствии выпрямляют. В результате сварщик получает постоянный ток, а значит крайне стабильную дугу, которая легко поджигается. Также инверторные аппараты снабжаются электронным блоком управления, который прост в применении.

Инверторный источник сварочного тока — самый распространенный тип на данный момент. Такие аппараты самые компактные и легкие (в продаже есть модели весом не более 3-5 кг), при этом они оснащаются дополнительным функционалом, упрощающим сварку.
По количество постов и способу установки
Здесь все намного проще. Вне зависимости от типа источника питания, будь он переменный или постоянный, трансформатор или инвертор, в любом из них может быть либо один разъем для сварки, либо 3 и более.
Аппараты с одним разъемом называются однопостовыми и предназначены для генерирования одной сварочной дуги. Т.е., для применения одним сварщиком. Аппараты с большим количеством разъемов называются многопостовыми, и сразу несколько сварщиков могут производить сварку от одного аппарата.
Источники питания по способу установки могут быть мобильными (переносными) или стационарными.
Принципы классификация

Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
- по предназначению — для ручной сварки, сварки под флюсом или в среде защитного газа (например, аргонодуговой);
- по числу сварочных постов, которые можно подключить единовременно;
- по способности передвигаться — мобильные и стационарные;
- по способу производства энергии — преобразователи или производители;
- по роду выходного тока;
- по ВАХ (вольт-амперная характеритика).
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ).
Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ.
Четыре вида преобразователей
Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока.
Существуют следующие виды источников:
- трансформаторы;
- выпрямители;
- преобразователи;
- инверторы.
Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами.
Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс.
Внешние характеристики источников питания сварочной дуги
Внешняя характеристика может быть крутопадающей, пологопадающей, жесткой и полого-возрастающей. Чтобы сварочная дуга горела стабильно, ее внешние характеристики должны совпадать с вольт-амперными характеристиками.

Тип внешней характеристики зависит от типа сварочной технологии. Например, для сварки в защитных газах характеристика должна быть либо полого-возрастающей, либо жесткой. А для РДС сварки или автоматической сварки под слоем флюса характеристика должна быть падающей. Только при соблюдении этих условий дуга будет гореть стабильно.
Требования к источникам питания сварочной дуги
Любой источник питания при дуговой сварке выбирается, исходя из эксплуатационных свойств:
- Электрод должен разжигаться при соприкосновении с металлической заготовкой, контакты замыкают электрическую цепь.
- Когда присадка плавится, по капле возможно короткое замыкание. Сварочный аппарат в такой ситуации не должен выходить из строя, сварочная дуга должна поддерживаться стабильно.
- До вспышки дуги между деталью и электродом возникает краткосрочное короткое замыкание длиной в доли секунды. От скорости восстановления первоначального напряжения зависит динамическая характеристика источника питания.
- От режима холостого хода сварочное оборудование должно быстро переходить в рабочий ход, то есть напряжение с 60–80 вольт должно упасть до требуемых 18–20 В.
Требования ко всем источникам, применяемым для питания сварочной дуги, одинаковые. Напрашивается вывод, что эффективность работы сварочного оборудования зависит от способности поддерживать стабильное горение дуги, начиная с момента розжига. Последний момент – регуляторы, сварочные аппараты предназначены для большого диапазона рабочего тока, устанавливать нужные параметры тока должно быть удобно.
Основные требования
На сегодняшний день все источники питания должны соответствовать следующим основным требованиям:
- иметь в наличии плавную регулировку режимов сварки во всём диапазоне;
- иметь в наличии приборы для контроля режимов сварки;
- обеспечивать стабильное горение дуги;
- иметь высокие динамические характеристики;
- соответствовать основным требованиям по электробезопасности.
Наличие плавной регулировки и приборов контроля, обеспечивает точную настройку необходимых режимов сварки.
Динамические свойства сварочного аппарата определяются временем восстановления напряжения холостого хода после короткого замыкания в процессе сварки. Чем быстрее восстанавливается напряжение, тем лучше его динамические характеристики. Восстановление не должно превышать 0,05с.
Для повышения стабильности горения дуги дополнительно могут применяться осцилляторы. Они преобразующие низкое напряжение промышленной частоты в импульсы высокого напряжения и высокой частоты. Наложение этих импульсов на дуговой промежуток повышает устойчивость горения дуги.
Классификация
Общепринята градация блоков питания по нескольким признакам, обусловленным электромеханическими свойствами источников электротока. Начинающим сварщикам достаточно знать основные критерии классификации:
Для питания сварочной дуги возможно два способа получения рабочего тока:
- преобразованием энергии из силовой электросети (выделяют однофазные и трехфазные сварочники);
- генерацией электричества рабочих параметров из другого вида энергии.
Группировка по виду вырабатываемого тока:
- переменного;
- комбинированные, которые можно переключать с постоянного на переменный и наоборот;
- постоянного.
Способ преобразования электричества: изменением вольтажа и ампеража, выпрямлением – переменный ток преобразуется в постоянный.
Мобильность источников, питание дуги бывает стационарным (подключение к магистральным электросетям) и автономным (использование переносных генераторов или аккумуляторов).
Способ регулировки рабочих параметров дуги (напряжения, ампеража). В трансформаторах меняется число задействованных витков: положением шунта, подвижностью катушки, секционированием вторичной обмотки.
Градация источников питания по внешним характеристикам тока сварочной дуги – это оценка зависимости среднего напряжения на контактах (держателе электрода и клемме, закрепляемой на металле) от ампеража. Параметры вольт-амперной характеристики оборудования бывают двух видов:
- Падающая ВАХ характеризуется высоким напряжением холостого хода, превышающим рабочее до 2,5 раз.
- Жесткая отличается стабильностью напряжения на клеммах в процессе сварки. Ампераж короткого замыкания превышает номинальный сварочный в 2 или 3 раза.
Вольт-амперная характеристика источника определяется экспериментально. Когда подключают питание, измеряют напряжение на клеммах.
Pereosnastka.ru
 Основные требования к источникам питания
Основные требования к источникам питания
Основные требования к источникам питания
Выбор источника питания для дуговой сварки определяется характером зависимости между напряжением и током дуги. Напряжение дуги, т. е. разность потенциалов между электродом и основным металлом существенно зависит от длины дуги и силы тока в ней. В сварочной дуге, горящей между плавящимися электродами, при постоянной величине тока напряжение дуги пропорционально ее длине. Для устойчивого горения сварочной дуги основные ее параметры — ток и напряжение — должны находиться в определенной зависимости между собой.
График зависимости напряжения дуги от тока в ней при установившемся режиме горения дуги (при неизменной ее длнне) называется статической вольт-амперной характеристикой дуги. Статическая характеристика дуги состоит из трех участков: участок I — с падающей зависимостью напряжения дуги от тока в ней, участок II — с жесткой зависимостью и участок III — с возрастающей зависимостью напряжения от тока. При ручной сварке покрытыми электродами статическая вольт-амперная характеристика дуги — падающая с переходом к жесткой.
Для обеспечения устойчивого горения сварочной дуги источник питания должен соответствовать следующим основным требованиям:
а) обеспечивать надежное возбуждение сварочной дуги;
б) поддерживать ее устойчивое горение;
в) способствовать благоприятному переносу электродного металла и формированию шва;
г) обеспечивать настройку требуемого режима сварки.
Внешняя характеристика источника питания. Электрические свойства источника питания в статическом режиме отражаются его внешней вольт-амперной характеристикой. Внешней характеристикой источника питания называется график зависимости напряжения на его зажимах от величины сварочного тока.
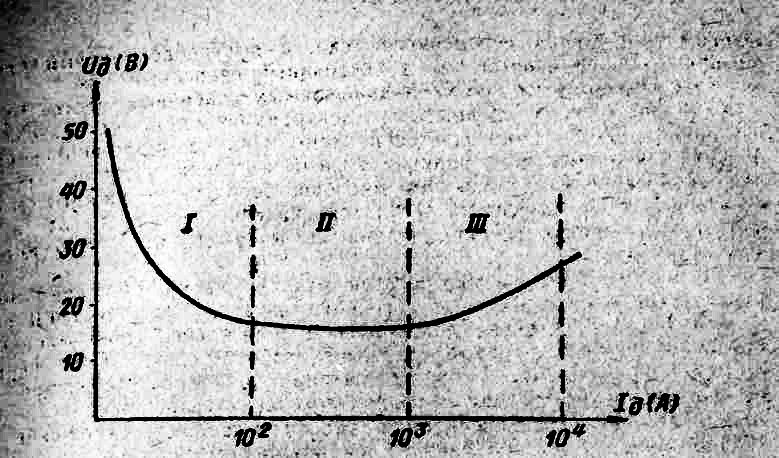
Рис. 1. Статическая вольт-амперная характеристика дуги
Источник питания для однопостовой ручной сварки покрытыми электродами должен иметь крутопадающую внешнюю характеристику. При такой внешней характеристике источника питания напряжение на его зажимах с ростом сварочного тока резко уменьшается и резко возрастает с уменьшением тока.
Устойчивость горения сварочной дуги зависит от постоянства установленного сварочного тока. Специфичным и неизбежным негативным фактором ручной сварки являются произвольные колебания длины дуги в процессе ее горения. Отклонения сварочного тока при колебаниях длины дуги должны быть минимальными. Длина дуги связана с ее напряжением: чем длиннее дуга, тем выше напряжение ее, и наоборот.
Крутопадающая внешняя характеристика источника питания обеспечивает устойчивое горение дуги при определенной величине сварочного тока. При наложении внешней характеристики источника питания на статическую вольт-амперную характеристику дуги видно, что в точках их пересечения (А, В) требование устойчивости дуги (равенство токов и напряжений дуги и источника) удовлетворяется. Но устойчиво гореть дуга будет только в точке В. Почему это происходит?
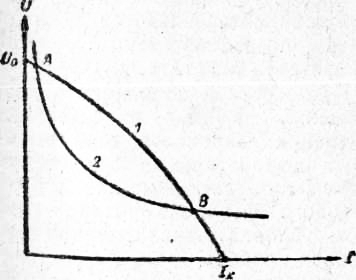
Рис. 2. 1 — внешняя вольт-амперная характеристика источника питания; 2 —статическая вольт-амперная характеристика дуги
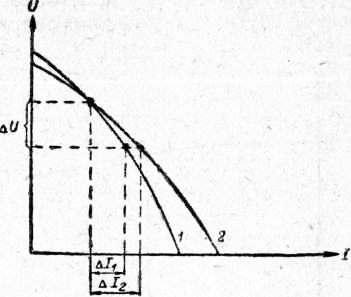
Рис. 3. 1, 2 —внешние характеристики однопостовых источников питания
Если по какой-либо причине ток уменьшится, то напряжение источника будет больше напряжения дуги и это вызовет увеличение тока, т. е. произойдет возврат в точку В. При произвела ном увеличении тока напряжение источника питания станет меньше напряжения дуги — это уменьшит ток и произойдет возврат в точку В. Таким образом, при случайных колебаниях сварочного тока режим горения дуги самопроизвольно восстанавливается, тем самым обеспечивается постоянный режим сварки и устойчивое горение дуги.
В точке А дуга не может гореть устойчиво, т. к. случайные колебания сварочного тока будут развиваться до обрыва дуги или до тех пор, пока ток не достигнет значения, соответствующего точке В устойчивого горения дуги. Следовательно, устойчивое горение дуги возможно только в точке В, где внешняя характеристика источника питания является более крутопадающей, чем статическая вольт-амперная характеристика дуги.
При сравнении двух источников питания с падающими внешними характеристиками можно сделать следующий вывод: источник с более крутопадающей внешней характеристикой (1) наилучшим образом отвечает требованиям ручной дуговой сварки покрытыми электродами. Такой источник питания обеспечивает боле? высокую устойчивость горения дуги при случайных колебаниях ее длины (эластичность дуги), т. е. при увеличении длины дуги и ее напряжения сварочный ток уменьшается незначительно, и наоборот, при уменьшении длины дуги и ее напряжения сварочный ток увеличится незначительно ( ДЛСД /г). AU — изменения напряжения дуги при изменениях ее длины, ДЛ—изменения тока первого источника, А12 — изменения тока второго источника питания. Таким образом, гарантируется стабильность режима сварки, т. е. при случайных произвольных колебаниях длины дуги в процессе – ее горения сварочный ток поддерживается примерно на одном уровне.
К многопостовому источнику питания требования в отношении внешней вольт-амперной характеристики другие. Для обеспечения нормальной одновременной работы нескольких сварщиков многопостовой источник питания должен иметь жесткую внешнюю характеристику. Крутопадаюшая зависимость напряжения на дуге от тока дуги, необходимая для устойчивого горения сварочной дуги, на каждом сварочном посту обеспечивается подключением последовательно с дугой балластного реостата.
При жесткой зависимости напряжения ог тока значительные изменения сварочного тока вызывают незначительные колебания напряжения аа зажимах много» постового иа очника питания.
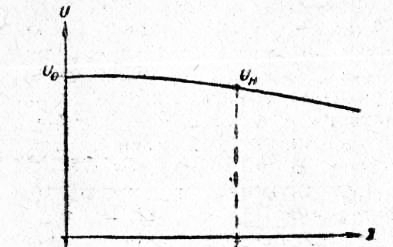
Рис. 4. Внешняя характеристика источника-питания
В процессе ручной сварки покрытыми лектродами источник питания очень часто оказывается в режиме короткого замыкания. Такое состояние возникает всегда в момент зажигания дуги (касание электродом основного металла) и может возникать в процессе горения дуги при переносе расплавленного электродного металла через дуговой промежуток в сварочную ванну. При крутопадающей внешней характеристике однолостового источника питания ток короткого замыкания не достигает больших значений. Это делает возможным нормальную работу источника питания при частых коротких замыканиях.
При проектировании однопостовых источников питания выполняется следующее условие: — ток короткого замыкания источника питания, — номинальный ток источника питания. Т. е. ток короткого замыкания источника питания не должен превышать номинальный ток его более чем в полтора раза. Номинальным током источника питания называется наибольший допустимый (по условиям нагрева) ток нагрузки. Незначительное возрастание тока короткого замыкания благоприятно сказывается на переносе расплавленного электродного металла в сварочную ванну и способствует нормальному формированию сварного шва.
Для многопостового источника питания короткое замыкание без балластного реостата недопустимо, т. к. при жесткой внешней характеристике его ток короткого замыкания увеличится многократно в сравнении с номинальным током, чго может вывести источник питания из строя. При многопостовой сварке в момент короткого замыкания на сварочном посту ток будет возрастать до тех пор, пока падение напряжения на балластном реостате не уравновесит напряжение источника питания.
Величины напряжений источника питания. Для зажигания дуги сварщик делает кратковременное короткое замыкание источника питания, касаясь электродом основного металла (изделия). При последующем отрыве электрода на короткое мгновение возникает состояние холостого хода источника питания (напряжение максимально, ток равен нулю). Вслед за этим в дуговом промежутке, заполненном ионизированными газами, парами металла и покрытия, под действием напряжения источника питания возникает сварочная дута.
Возбуждение дуги в начальный период, когда дуговой промежуток слабо ионизирован, происходит тем легче, чем выше величина напряжения холостого хода источника питания. Для обеспечения надежного возбуждения дуги при ручной сварке покрытыми электродами напряжение холостого хода источника питания t/xx должно быть не ниже 50 В. Источники питания для ручной сварки имеют номинальное напряжение холостого хода не менее 60 В, чтобы при случайном снижении напряжения в электрической сети, к которой подключается источник питания, его напряжение холостого хода было бы достаточным для надежного возбуждения дуги, верхний предел напряжения холостого хода по условиям электро-безопасности составляет: для источника питания переменного; тока— 80 В, для источников питания постоянного тока— 100 В.
В момент установившегося режима горения дуги рабочее напряжение на дуге (источника питания) составляет в среднем 18— 19 В. Этого напряжения достаточно для поддержания стабильного горения дуги, когда дуговой промежуток хорошо ионизирован. Динамическая характеристика-. В процессе сварки расплавленный электродный металл- в виде капель переносится в сварочную ванну. При малой длине дугового промежутка (короткая дуга) многочисленные капли электродного металла часто перекрывают дуговой промежуток (короткое замыкание). В результате ток и напряжение сварочной дуги беспрерывно изменяются. В момент короткого замыкания напряжение дуги падает до нуля, а ток дуги возрастает. При этом возрастает магнитный поток, сжимающий каплю расплавленного металла с образованием тонкой перемычки. Возникшая перемычка жидкого металла перегревается током короткого замыкания до очень высокой температуры и пары металла, отрывая каплю металла от электрода, направляют ее в сварочную ванну. В момент разрыва перемычки ток дуги падает до нуля, а напряжение возрастает до величины напряжения зажигания дуги. Следовательно, источник питания должен быстро изменять свое напряжение от нуля до величины напряжения зажигания дуги.
Способность источника питания быстро реагировать на изменения, происходящие в дуге, характеризует его динамические свойства. Чем быстрее восстанавливает источник питания напряжение зажигания дуги, тем лучше его динамические свойства.
Динамической характеристикой источника питания называется время, необходимое ему для восстановления напряжения от нуля в момент короткого замыкания до величины напряжения зажигания дуги. Это время не должно превышать 0,05 с. Высокие динамические свойства источника питания обеспечивают спокойный перенос электродного металла в сварочную ванну, малое разбрызгивание его, хорошее формирование сварного шва, высокое качество сварки.
Настройка режима сварки. Величину сварочного тока регулируют обычно при помощи источника питания, имеющего для этого специальные регулировочные устройства.
Регулировка сварочного тока осуществляется двумя способами: изменением величины напряжения холостого хода источника питания, изменением полного сопротивления источника питания.