2.1.2 Магнитомягкие стали и сплавы
Описанные ниже материалы применяют для изготовления магнитопроводов постоянного и переменного тока. Они предназначены для изготовления якорей и полюсов машин постоянного тока, роторов и статоров асинхронных двигателей, для магнитных цепей крупных электрических машин, силовых трансформаторов, аппаратов, приборов и т.д.
Требования к магнитомягким материалам:
высокая магнитная проницаемость;
низкая коэрцитивная сила;
малые потери на перемагничивание;
Для обеспечения вышеуказанных свойств должны выполняться следующие требования к структуре и состоянию:
максимальное приближение к равновесному состоянию;
отсутствие искажений в кристаллической решетке;
минимальное содержание примесей.
Наклеп уменьшает магнитную проницаемость. В связи с этим стали подвергают рекристаллизационному отжигу.
К магнитомягким материалам относятся:
технически чистое железо;
электротехническая сталь с пониженным и повышенным содержанием кремния;
сплавы с высокой начальной магнитной проницаемостью;
сплавы с большой индукцией насыщения;
ТЕХНИЧЕСКИ ЧИСТОЕ ЖЕЛЕЗО
К этой группе сплавов относится практически чистое железо, в котором все примеси, особенно углерод, являются вредными примесями и поэтому их содержание строго ограничивается. Содержание углерода допускается не более 0,1%.
Технически чистое железо обладает сравнительно малым удельным электросопротивлением, что ограничивает его применение. Оно применяется для изготовления сердечников реле и электромагнитов, магнитных экранов, полюсов электрических машин.
Магнитные свойства железа (кроме его чистоты) зависят еще и от структурного состояния. Наклеп резко ухудшает магнитные свойства, укрупнение зерна — улучшает. Для получения крупного зерна и устранения наклепа металл подвергают отжигу при высоких температурах.
Промышленность изготавливает две марки технически чистого железа (по химическому составу), каждая из которых в свою очередь разделяется на сорта по магнитным характеристикам (табл. 2.1 и 2.2).
В зависимости от способа получения различают железо электролитическое и карбонильное.
Электролитическое железо получают путем электролиза сернокислого или хлористого железа, оно применяется в постоянных полях. Карбонильное железо получают термическим разложением Fe(CO)5. Получают в виде порошка. Удобно использовать для изготовления сердечников для повышенных частот.
Таблица 2.1 — Химический состав технически чистого железа,
Марка железа
ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ НЕЛЕГИРОВАННАЯ
Поставляется в виде сортового проката, ленты и тонкого листа.
Сортовой прокат поставляется в соответствии с ГОСТ 11036 — 75. Маркируется пятью цифрами:
Первая цифра — класс по виду обработки давлением (1 — горячекатаная или кованная; 2 — калиброванная);
Вторая цифра — тип по содержанию кремния (0 — сталь нелегированная без нормирования коэффициента старения; 1 — с заданным коэффициентом старения);
Третья цифра — группа по основной нормируемой характеристике (8 — коэрцитивная сила);
Таблица 2.2 — Магнитные свойства технического железа
Марка железа
Коэрцитивная сила Нс, А/м
Четвертая и пятая цифра — количественное значение коэрцитивной силы в А/м.
Пример марки такой стали:
1 — сталь горячекатаная или кованная;
0 — сталь нелегированная без нормируемого коэффициента старения;
8 — основная нормируемая характеристика — коэрцитивная сила;
95 — значение коэрцитивной силы в А/м.
Коэффициент старения — процент увеличения коэрцитивной силы образца после старения. Старение производят при температуре 120С в течении 120 часов. Определение старения производится в соответствии с ГОСТ 11036 — 75. Коэффициент старения не должен превышать 10%.
Лента и тонкий лист поставляется в соответствии с ГОСТ 3836 — 83. Маркируется пятью цифрами:
Первая цифра — класс по структурному состоянию и виду прокатки (1 — горячекатаная изотропная; 2 — холоднокатаная изотропная);
Вторая цифра — тип по содержанию кремния (0 — сталь нелегированная без нормируемого коэффициента старения; 1 — сталь нелегированная с нормируемым коэффициентом старения);
Третья цифра — основная нормируемая характеристика (8 — коэрцитивная сила);
Четвертая и пятая цифры — значение коэрцитивной силы в А/м.
Старение не должно превышать 6 А/м.
КРЕМНИСТАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ
В качестве магнитомягкого материала широко применяют низкоуглеродистые железокремнистые сплавы (0,05 — 0,005% С; 0,8 — 4,8% Si). Кремний образуя с — железом твердый раствор, увеличивает электросопротивление. Так при 0% Si удельное электросопротивление составляет 0,1 мкОмּм, а при 5% Si — 0,6 мкОмּм. Si уменьшает потери на вихревые токи. Кроме того, кремний повышает магнитную проницаемость, немного снижает коэрцитивную силу и потери на гистерезис вследствие вызываемого им роста зерна, графитизирующего действия и лучшего раскисления сталей. Однако кремний понижает индукцию в сильных магнитных полях и повышает хрупкость, особенно при его содержании 3 — 4%. Холоднокатаные кремнистые стали поставляют в отожженном состоянии с термостойким покрытием.
Электротехническую сталь изготавливают в виде листов, рулонов и резаной ленты.
Сталь подвергают обезуглероживающему отжигу при 720 — 800С (выдержка 25 часов), рекристаллизационному отжигу после прокатки и окончательному отжигу в вакууме или в атмосфере сухого водорода при 1100 — 1200С в течение 25 — 30 часов. После проведения высокотемпературного отжига в рулонах проводят дополнительный отжиг в атмосфере, состоящей из 4% Н2 и 96% N2, для снятия напряжений и рулонной кривизны.
Стали этой группы предназначены для изготовления магнитопроводов. На них может быть нанесено электроизоляционное покрытие. Качество можно повысить путем уменьшения примесей, разработки оптимальных технологий получения сталей с ребровой текстурой.
Ребровая структура сталей получается в результате прокатки. При деформации зерен получается анизотропная структура, которая улучшает магнитную проницаемость стали в определенных направлениях. Конструируя изделия из стали с ребровой текстурой можно улучшить магнитную проницаемость. Схема изделий с ребровой текстурой и изотропных приведена на рисунке 2.3.
ребровая текстура изотропный материал
Рисунок 2.3 — Ребровая текстура электротехнических сталей
Магнитная проницаемость кремнистых электротехнических сталей увеличивается с уменьшением толщины металла.
Поставляются и маркируются кремнистые электротехнические стали в соответствии с ГОСТ 21427.0 — 75. Маркируются четырьмя цифрами:
Первая цифра — класс по структурному состоянию и виду прокатки:
1 — горячекатаная изотропная;
2 — холоднокатаная изотропная;
3 — холоднокатаная анизотропная с ребровой текстурой.
Вторая цифра — содержание кремния:
0 — ≤ 0,4%Si; 3 — 1,8 — 2,8% Si;
1 -0,4 — 0,8% Si; 4 — 2,8 — 3,8% Si;
2 — 0,8 — 1,8% Si; 5 — 3,8 — 4,8% Si.
Третья цифра — группа по основной нормируемой характеристике:
0 — удельные потери при магнитной индукции 1,7 Тл и
1 — удельные потери при магнитной индукции 1,5 Тл;
2 — удельные потери при магнитной индукции 1,0 Тл и
6 — магнитная индукция в слабых магнитных полях при
напряженности поля 0,4 А/м;
7 — магнитная индукция в средних магнитных полях
Четвертая цифра — порядковый номер стали.
Примеры марок сталей: 1211; 1311; 2011; 3425; 3472.
В кремнистых электротехнических сталях также определяется коэффициент старения в соответствии с ГОСТ 21427.0 — 75. Коэффициент старения не должен превышать 2 — 10%. Кроме того, для данных сталей производят испытания на перегиб.
СПЛАВЫ С ВЫСОКОЙ НАЧАЛЬНОЙ МАГНИТНОЙ ПРОНИЦАЕМОСТЬЮ
К этой группе относят в первую очередь железоникелевые сплавы —пермаллои. Существует две группы пермаллоев: высоконикелевые — 79НМ, 81НМА (72 — 80% Ni) и низконикелевые- 45Н, 50Н, 60НХС (45 — 50% Ni). У этой группы сплавов отсутствует магнитная анизотропия. Улучшить магнитные свойства пермаллоев позволяет высокотемпературный отжиг при температуре 1300С в чистом сухом водороде и длительный отпуск при температуре 400 — 500С.
На свойства пермаллоев отрицательно влияют примеси не образующие твердых растворов: С, S, О2.
Пермаллои подвергают легированию: Mn, Cr, Cu, Co, Si.
Недостаток этой группы сплавов — высокая стоимость.
Применяются пермаллои в приборах работающих в слабых полях (радио, телефон, телеграф).
Другим сплавом с высокой начальной магнитной проницаемостью относится сплав альсифер. Это тройной сплав в системе Al — Si — Fe. Примерный состав сплава: 9,6% Si, 5,4% Al, остальное Fe. По свойствам не уступает пермаллоям. Применяется для тех же целей, что и более дорогостоящий пермаллой. Однако альсифер обладает повышенной хрупкостью и из него нельзя изготавливать листы, поэтому его применяют в виде спеченных порошковых композиций.
Альсиферы также используют для изготовления магнитных экранов, деталей магнитопроводов, корпусов приборов машин.
СПЛАВЫ С ПОВЫШЕННЫМ ПОСТОЯНСТВОМ МАГНИТНОЙ ПРОНИЦАЕМОСТИ
Эта группа сплавов применяется в дросселях, трансформаторах, измерительных приборах.
Перминвар. Это сплавы с постоянной магнитной проницаемостью, изменение поля от 0 до 80 — 160 А/м не изменяет у этих сплавов магнитной проницаемости, что иногда существенно. В качестве примера укажем на некоторые сплавы: 45% Ni, 25% Со, остальное железо (45НК); или 45% Ni, 25% Co, 7,5% Мо, остальное железо (45НКМ); или 70% Ni, 7% Со, остальное железо (70НК). Сплавы подвергаются термообработке в вакууме.
Перминдюр — сплав (50% Со, 1,8% V, остальное железо) с высокой индукцией насыщения. Применяют для изготовления приборов при необходимости сконцентрировать в небольшом пространстве мощный поток силовых линий. Наибольшая индукция насыщения 2,43 Тл.
Термаллой – сплав, индукция которого весьма резко изменяется в интервале температур от -60 до +50С. Применяют для автоматической корректировки погрешностей магнитоэлектрических приборов. Такое сильное изменение магнитных свойств обусловлено тем, что точка Кюри находится вблизи (немного выше) указанного интервала. Практическое применение получили сплавы с 30%Ni, остальное железо (термаллой); с 30%Сu, остальное железо (кальмаллой).
Изотерм — сплав четырех компонентов (Fe, Ni, Al, Cu). Используется в телефонных аппаратах.
Аморфные магнитомягкие материалы и ферриты будут рассмотрены позднее в соответствующих разделах (аморфные материалы и проводниковые материалы).
Магнитомягкие материалы
называют особый вид микроструктуры стали, который получают при быстром ее охлаждении (закалке). Магнитомягкие материалы (МММ) должны иметь высокую магнитную проницаемость, малую коэрцитивную силу, большую индукцию насыщения, узкую петлю гистерезиса, малые магнитные потери.
Магнитомягкие материалы можно разделить на следующие группы:
-технически чистое железо (низкоуглеродистая сталь);
-кремнистая электротехническая сталь;
-сплавы с высокой начальной магнитной прониц-ю;
-сплавы с большой индукцией насыщения,
Технически чистое железо (низкоуглеродистая сталь). Железо представляет собой магнитомягкий материал, свойства которого сильно зависят от содержания примесей.
Технически чистое железо используется в основном для магнитопроводов постоянных магнитных потоков Магнитные свойства железа сильно зависят от его чистоты и способа обработки. В зависимости от способа получения чистого железа различают железо электролитическое и карбонильное.
Электролитическое железо применяется в постоянных полях.
Карбонильное железо получают термическим разложением пентакарбонила железа Fe(CO)5. Карбонильное железо получают в виде порошка, и его удобно использовать для изготовления сердечников, работающих на повышенных частотах.
Кремнистая электротехническая сталь содержит от 0,7 до 4,8% кремния и относится к магнитомягким материалам широкого применения.
Электротехническая сталь выпускается в виде отдельных листов, рулонов или ленты и предназначается для изготовления магнитопроводов. Для уменьшения потерь на вихревые токи на листы стали может быть нанесен электроизоляционный лак.
Качество электротехнической стали можно повысить, уменьшая количество примесей в ее составе, Пермаллои. Они относятся к магнитомягким материалам, обладающим высокой магнитной проницаемостью в слабых полях, и представляют собой железоникелевые сплавы. Такие сплавы характеризуются тем, что значения магнитной анизотропии и магнитострикции равны нулю; это является одной из причин особенно легкого намагничивания пермаллоев. Пермаллои подразделяются на высоконикелевые (72. 80% никеля) и низконикелевые (40. 50% никеля).
Сплавы, легированные молибденом, хромом, медью марганцем,кремнием, а также другими элементами используются шире.
Магнитные свойства пермаллоев сильно зависят от химического состава и наличия примесей в сплаве. На свойства пермаллоев отрицательно влияют примеси, которые не образуют твердых растворов со сплавом: углерод, сера и кислород. Свойства резко изменяются от режимов термообработки.
Магнитная проницаемость высоконикелевых пермаллоев выше, чем низконикелевых, и значительно превышает проницаемость электротехнических сталей, но индукция насыщения пермаллоев в 1,5. 2 раза меньше; следовательно, их нецелесообразно применять в силовых трансформаторах и других устройствах, в которых используется большой магнитный поток (см. рис. 7.6 и табл. 7.3).
Удельное электрическое сопротивление низконикелевых пермаллоев в 2 раза выше высоконикелевых, поэтому их можно использовать при более высоких частотах.
Стоимость высоконикелевых пермаллоев больше, чем низконикелевых, но’они менее технологичны.
Сплавы изготовляются в виде холоднокатаных лент толщиной 0,02. 2,5 мм, шириной 30. 250 мм, горячекатаных листов, горячекатаных и кованых прутков.
Их применяют для сердечников малогабаритных силовых трансформаторов, дросселей и деталей магнитных цепей, для сердечников импульсных трансформаторов, а также в устройствах связи для звуковых и высоких частот.
Недостатками пермаллоев являются их относительно высокая стоимость, сильная зависимость магнитных свойств от механических напряжений.
Альсифер — тройной сплав, состоящий из алюминия, кремния и железаАльсифер получают в виде литого, нековкого материала с высокой твердостью и хрупкостью, поэтому изделия из альсифера изготовляются методом литья с толщиной стенок не менее 2. 3 мм. Область применения альсифера — магнитные экраны, корпуса приборов машин, детали магнитопроводов для работы в постоянных или медленно меняющихся магнитных полях. Альсифер хрупок, поэтому его можно размалывать в порошок и применять для изготовления прессованных сердечников и магнитодиэлектриков.
Магнитные сплавы с особыми свойствами. В ряде случаев требуются материалы с повышенным постоянством магнитной проницаемости в слабых магнитных полях. Материалы с такими свойствами необходимы для создания магнитных элементов с большим магнитным потоком, в частности в некоторых дросселях, трансформаторах тока, аппаратуре телефонной связи, измерительных приборов и др. Магнитная проницаемость может быть обусловлена обратимыми и необратимыми процессами намагничивания. Проницаемость постоянна при обратимых процессах намагничивания, следовательно, такие материалы должны обладать обратимой проницаемостью в различных магнитных полях.
Экспериментально установлено, что постоянством проницаемости обладают материалы на основе Fe-Ni, Fe-Co, Fe-Ni-Co сплавов. Тройной сплав (25% Со, 45% Ni, остальное — Fe) называют перминваром. Магнитная проницаемость перминвара после специальной термической обработки в вакууме становится равной 300 и остается постоянной при напряженности поля от 0 до 160 А/м. Индукция насыщения перминваров достигает 1,55 Тл. Применение перминвара ограничивается сложностью технологии получения и высокой стоимостью.
Более высокая стабильность магнитной проницаемости, но при меньшем ее значении (цж = 30. 80) имеется в сплаве изотерм, который состоит из железа, никеля, алюминия и меди. После холодной прокатки в этих материалах постоянство магнитной проницаемости сохраняется при напряженности поля до 500 А/м. Применяется сплав в производстве телефонной аппаратуры.
Для различных типов сердечников, полюсов электромагнитов, работающих в магнитных полях с напряженностью 24000 А/м и выше, необходимы материалы с особо высокой индукцией насыщения. Такими свойствами обладает Fe-Co — сплав пермендюр, который состоит из 30. 50% кобальта, 1,5. 2% ванадия (остальное — железо). Этот сплав обладает наивысшей из всех известных ферромагнетиков индукцией насыщения (до 2,43 Тл).
Из-за его высокой стоимости применяется пермендюр в специализированной аппаратуре, в частности для изготовления мембран телефонов, осциллографах и т.д. К числу недостатков пермендю-ра относится малое удельное электрическое сопротивление, которое приводит к значительным потерям на вихревой ток при работе в переменных магнитных полях.
В электротехнике используют материалы с большой зависимостью магнитной проницаемости от температуры для температурной
компенсации (термокомпенсации) магнитных цепей. Из них изготавливаются магнитные шунты, с помощью которых достигается температурная стабильность свойств магнитных цепей с постоянным магнитом. С увеличением температуры магнитный поток в рабочем зазоре основного магнита снижается. Это изменение компенсируется возрастанием магнитного сопротивления шунта. Термомагнитный материал шунта должен иметь магнитную проницаемость, которая сильно зависит от температуры в рабочем диапазоне от -70 до +80 °С, и точку Кюри, близкую к рабочей температуре установки.
В качестве термомагнитных материалов для магнитных шунтов применяют следующие сплавы: медно-никелевый — кальмаллой, железо-никелевый — термаллой, железо-никель-хромовый — компенсатор —
Изменение концентрации меди в кальмаллое от 3 до 40 /о позволяет изготавливать сплавы, которые компенсируют изменение магнитной проницаемости в магнитных цепях в пределах температур 20. 80 °С и от — 50 до +10 °С. Недостатком кальмаллоя является низкая индукция насыщения, для повышения ее в кальмаллой добавляют присадки железа. Термаллой содержит от 28,5 до 33,5% никеля. По сравнению с кальмаллоями он обладает более высокой индукцией насыщения, которая резко зависит от температуры. Недостатками термаллоя являются наличие значительного температурного гистерезиса в области низких температур, сравнительно низкий предел отрицательных температур, а также сильное влияние состава на свойства материала.
Для более широкого применения в области низких температур железо-никелевые сплавы легируют хромом. Такие сплавы называют компенсаторами. Их свойства в меньшей степени зависят от состава; они хорошо обрабатываются и имеют достаточно высокую индукцию насыщения.
Методами порошковой металлургии разработаны термомагнитные сплавы на основе Fe-Ni-Mo. Магнитные свойства их близки к сплавам-компенсаторам, но эти материалы отличаются более высокой воспроизводимостью свойств.
Аморфные магнитные материалы. В последнее время уделяется большое внимание вопросам получения и применения аморфных магнитных материалов (АММ). Особенностью АММ является отсутствие в них дальнего порядка в расположении атомов. Однако, несмотря на отсутствие периодичности в расположении атомов, АММ обладают упорядоченным расположением магнитных моментов. АММ во многом подобны стеклам и металлическим расплавам. Такие материалы получаются быстрым охлаждением из расплавленного состояния, кристаллизация при этом не успевает осуществиться.
АММ обладает очень высокими магнитными характеристиками наряду с повышенным сопротивлением. Производство АММ дешевле, чем производство металлических листовых магнитомягких материалов. Перспективными высокопроницаемыми материалами являются аморфные сплавы железа и никеля По магнитным свойствам АММ близки к электротехническим сталям и пермаллоям. Аморфные магнитные материалы используются в технике магнитной записи и воспроизведения, различных типах специальных трансформаторов, импульсных источниках питания и преобразователях постоянного напряжения на частотах до нескольких мегагерц, магнитных усилителях, магниторезистивных головках с высокой плотностью записи, электродвигателях с высоким КПД, в качестве конструкционных материалов.
Магнитодиэлектрики. Магнитодиэлектрики характеризуются незначительными потерями на гистерезис и высокой стабильностью проницаемости.
Наиболее широкое распространение получили магнитодиэлектрики на основе карбонильного железа, альсифера и молибденового пермаллоя.
Технология изготовления изделий из магнитодиэлектриков состоит из приготовления ферромагнитного порошка, прессования изделия и обработки. Магнитодиэлектрики предназначаются для работы в слабых магнитных полях, близких по значению к коэрцитивной силе, и используются в высокочастотной проводной связи, радиоэлектронике и других областях.
Магнитная проницаемость магнитодиэлектрика слабо зависит от частоты.
Ферриты. Основным достоинством ферритов является сочетание высоких магнитных параметров с большим электрическим сопротивлением, которое превышает сопротивление ферромагнитных металлов и сплавов в 10 3 . 10 13 раз, и, следовательно, они имеют относительно малые потери в области повышенных частот, что позволяет использовать их в высокочастотных электромагнитных устройствах.
Изделия из ферритов формуются прессованием в стальных пресс-формах, выдавливанием через мундштук, горячим литьем под давлением, горячим прессованием. Для улучшения пластичности при изготовлении изделий в ферритовый порошок вводят пластификаторы (вода, поливиниловый спирт, парафин и др.).
Ферритовые спеченные изделия отличаются высокой твердостью и хрупкостью. Ферриты можно обрабатывать абразивным инструментом из синтетических алмазов или подвергать их резке, шлифовке и полировке.
В ферритовых изделиях можно пробивать отверстия ультразвуком. Ультразвук позволяет производить пайку ферритов между собой и металлом. Ферритовые детали склеивают полистироловым, эпоксидным или другими клеями. Ферриты по своим свойствам делятся на магнитомягкие и магнитотвердые.
Магнитомягкие ферриты используют для изготовления сердечников трансформаторов, катушек индуктивности, магнитных антенн, статоров и роторов высокочастотных электрических моторов небольшой мощности, деталей отклоняющих систем телевизионной аппаратуры. Ферриты обладают более низкой индукцией насыщения, чем металлические ферромагнетики, поэтому в сильных полях их применять нецелесообразно, однако в высокочастот-
ных полях ферриты могут иметь более высокую индукцию, так как отсутствует размагничивающее действие вихревых токов.
Простые ферриты не применяются. Наиболее распространенными промышленными магнитомягкими ферритами являются твердые растворы простых ферритов:
Ферриты с прямоугольной петлей гистерезиса. Магнитные материалы с прямоугольной петлей гистерезиса (ППГ) особенно важны в устройствах автоматического управления аппаратуры телеграфной связи, вычислительной техники, коммутирующих дросселей.
Материалы с ППГ должны обладать малым временем перемагничивания (время изменения знака индукции с плюса на минус, примерно 10
9 с), иметь высокую температурную стабильность магнитных параметров.
Ферриты с ППГ имеют некоторые металлические сплавы железа и никеля (пермаллои) и сплавы «железо-никель-кобальт» с содержанием кобальта от 30 до 55%, легированные медью или другими металлами. Они изготовляются в виде лент толщиной от единиц до нескольких сотен микрометров, их коэффициент прямоугольности от 0,85 до 0,98. Прокатка микронной ленты, ее термообработка, и изготовление сердечников сложнее, чем производство изделий из ферритов, поэтому ферриты с ППГ применяются более широко. ППГ в ферритах реализуется при определенном составе и условиях их спекания. Промышленностью освоен выпуск свыше 25 марок ферритов с ППГ. Широкое распространение получили магниево-марганцевые и литиевые ферриты со структурой шпинели. Для улучшения свойств используются легирование их ионами цинка, кальция, меди, натрия и др.
К недостаткам ферритов с ППГ относится меньшая температурная стабильность параметров, чем металлических сплавов.
Магнитотвердые материалы
Магнитотвердые материалы, в отличие от магнитомягких, имеют существенно ббльшие коэрцитивную силу (от 5ТО 3 до 5ТО 6 А/м) и площадь петли гистерезиса. Такие магнитные материалы применяются для изготовления постоянных магнитов — источников постоянных магнитных полей, которые во многих случаях выгоднее, чем электромагнитные.
Постоянные магниты имеют рабочий воздушный зазор; следовательно, на разомкнутых концах возникают полюсы, создающие размагничивающее поле с напряженностью На, снижающее индукцию внутри магнита до Bd, которая меньше остаточной индукции Вг. Остаточная индукция Вг характеризует материал, если магнит находится в замкнутом состоянии и предварительно намагничен до насыщения в сильном внешнем магнитном поле.
Магнитотвердые материалы по составу и способу получения подразделяют на
-литые высококоэрцитивные сплавы,
-сплавы на основе редкоземельных элементов,
— прочие магнитотвердые материалы (мартенситные сплавы, пластически деформируемые сплавы и др.).
Литые высококоэрцитивные сплавы. Наибольшее распространение получили магнитотвердые материалы на основе железо-никель-алюминиевых и железо-никель-кобальт-алюминиевых сплавов, легированных различными добавками.
Высококоэрцитивное состояние таких сплавов обусловливается механизмом дисперсионного твердения (иногда такие сплавы называются сплавами дисперсионного твердения).
Бескобальтовые сплавы являются дешевыми и не содержат дефицитных металлов, но свойства их не очень высоки. Текстурованные сплавы, содержащие кобальт, имеют высокие магнитные характеристики, но в несколько раз дороже, чем бескобальтовые.
Металлокерамические и металлопластические магниты. Они создаются методами порошковой металлургии, которые позволяют автоматизировать процесс производства, получать изделия со строго выдержанными размерами.
Металлокерамические магниты изготовляют из измельченных тонкодисперсных порошков сплавов применением прессования и дальнейшего спекания при высоких температурах. Такой способ выгодно применятьдля производства мелких деталей или магнитов сложной конфигурации.
Металлопластические магниты изготовлять проще, чем металлокерамические, но свойства их хуже.
Механические свойства металлопластических магнитов лучше, чем литых, но магнитные свойства хуже,
Магнитотвердые ферриты. Наибольшее распространение получили магнитотвердые материалы на основе бариевого феррита и кобальтового феррита. Промышленность выпускает бариевые, стронциевые и смешанные бариево-стронциевые ферриты, содержащие изотропные (маркировка БИ) и анизотропные (БА, СА — стронциевый и РА — смешанный) редкоземельные добавки.
Бариевые магниты не содержат дефицитных материалов К недостаткам бариевых магнитов относятся низкая остаточная индукция, высокая хрупкость и твердость, а также значительная зависимость магнитных свойств от температуры. Кобальтовые ферриты более температуростабильны.
Сплавы на основе редкоземельных металлов. Интерметаллические соединения кобальта с редкоземельными металлами (РЗМ)
Перспективы использования таких сплавов велики. Основные недостатки сплавов — плохие механические свойства (высокая хрупкость), использование дефицитных материалов и высокая стоимость.
Другие магнитотвердые металлы. Кроме рассмотренных магнитотвердых материалов применяются традиционные материалы для постоянных магнитов — мартенситные стали, а также пластически деформируемые сплавы.
Мартенситом
Пластически деформируемые сплавы обладают высокими механическими свойствами, хорошо штампуются, режутся ножницами, обрабатываются на станках.
Наиболее распространенными являются сплавы кунифе (60% Си, 20% Ni, 20% Fe), кунико (50% Си, 21% Ni, 29% Со, остальное — Fe) и викаллой (51,0. 54,0% Со, 10. 13,0% V, остальное Fe).
Сплавы кунифе анизотропны, применяются в виде проволоки и штамповок. Сплавы кунико дороже сплавов кунифе и применяются для изготовления магнитов сложной конфигурации. Викаллой применяют для изготовления мелких магнитов сложной конфигурации.
Магнитные характеристики для всех сплавов следующие: остаточная индукция 0,6. 0,9 Тл, коэрцитивная сила 24. 57 кА/м, магнитная энергия для викаллоя 4. 14 кДж/м 3 , кунифе 2,8. 7,4 кДж/м, кунико 3,2. 4,0 кДж/м 3 .
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Почему ротор двигателя набирают из отдельных тонких листов электротехнической стали
Трехфазный асинхронный двигатель переменного тока применяется для трансформации электрической энергии в энергию механическую. Он является самым распространенным видом электрических машин, применяемым в промышленности.
Такой двигатель состоит из трех главных частей:

Рисунок асинхронного двигателя
Корпус защищает статор и ротор от механических повреждений и служит для крепления в нем подвижной и неподвижной части асинхронного двигателя (АД).
Статор является неподвижной частью асинхронного двигателя. Он состоит из станины и магнитопровода. Магнитопровод запрессовывается в станину двигателя и образует электромагнитное ядро статор. Ядро осуществляет намагничивание машины и создает вращающееся магнитное поля. Его набирают тонкими листами, штампованных из листовой электротехнической стали. Эти листы набирают и закрепляют так, что в магнитопроводе образуются зубцы и пазы статора. Магнитопровод представляет собой малое магнитное сопротивление для магнитного потока, что увеличивает магнитный поток асинхронного двигателя. Статор и ротор разделены между собой воздушным зазором.
Ротор асинхронного двигателя это подвижная часть электрической машины.
Статор асинхронного двигателя

Статором называют неподвижную часть асинхронного двигателя. Это слово английского происхождения от слова stator, которое, в свою очередь имеет латинское происхождение от слова sto — стою. Под понятием статор асинхронного двигателя, обычно подразумевают совокупность нескольких составляющих:
— Станина с лапами или фланцем и продольными теплоотводящими ребрами;
Сердечник статора делают шихтованным, набирая из отдельных статорных пластин. Это делают для уменьшения потерь от вихревых токов. Статорные пластины штампуют из листов электротехнической стали толщиной 0,28 до 1 мм. Друг от друга их изолируют окалиной. Сердечники двигателей у которых высота оси вращения составляет 50—132 мм используют холоднокатаную нелегированную сталь марки 2013. У двигателя с высотой оси 160—250 мм сердечник изготовляется с применением холоднокатаной слаболегированной стали марки 2212. В двигателях у которых высота оси вращения от 280 до 355 мм, применяется горячекатаная сталь марки 1312. Пакет статорных пластин у двигателей с высотой оси вращения от 50 до 60 мм, скрепляют сваркой или при помощи скоб, а в двигателях с высотой оси вращения от 200 до 250 мм исключительно скобами. В двигателях с высотой оси вращения 280- 355 мм, листы сердечников собираются непосредственно в станине, затем их опрессовывают и крепят специальными кольцевыми шпонками. Так формируется статорная часть магнитопровода асинхронного двигателя.

Отдельный лист статорной пластины и пакет статорных пластин асинхронного двигателя
Ротор асинхронного двигателя

Наибольшее распространение получила обмотка, выполненная в виде «беличьей клетки». Такое название система получил благодаря стержням с короткозамкнутыми кольцами, по виду напоминающими колесо беличьих клеток. Обмотка ротора крупных двигателей включает латунные или медные стержни, которые вбивают в пазы, а по торцам устанавливают короткозамкнутые кольца, к которым припаивают или приваривают стержни. Для серийных АД малой и средней мощности обмотку ротора изготавливают путем литья под давлением алюминиевого сплава.

Роторная обмотка асинхронного двигателя с фазным ротором 3, мотается так же, как обмотка статора 2. Начало роторной обмотки соединяют вместе и изолируют. Концы же такой обмотки припаивают к контактным кольцам 4, располагающимися на валу двигателя при помощи неподвижных угольных щеток 5, к контактным кольцам можно подключить пуско-регулирующий реостат. Такая схема позволяет, вводить дополнительное сопротивление в цепь ротора, тем самым регулировать частоту вращения двигателя и резко снизить пусковые токи.
Источник статьи: http://eprivod.com/asinxronnyj-dvigatel
КОНСТРУКЦИЯ СЕРДЕЧНИКА СТАТОРА И РОТОРА ЭЛЕКТРОДВИГАТЕЛЯ.
Сердечник статора, ротора или якоря электродвигателя является частью магнитной цепи, на периферии которого располагается обмотка.
Назначение сердечника в электродвигателе определило его конструкцию и технологию изготовления.
Пакеты сердечников электродвигателей изготовляются из специальной электротехнической стали, обладающей благодаря присадке кремния невысокими удельными потерями. С целью уменьшения потерь на вихревые токи пакеты сердечников статоров, роторов и якорей набираются из отдельных, изолированных между собой, листов электротехнической стали толщиной 0,5 мм, а главных полюсов из машиноподелочной стали Ст. 2 толщиной 1,5 — 2 мм.
Технологию изготовления сердечников необходимо строить таким образом, чтобы в процессе обработки и сборки не ухудшались их магнитные свойства и был получен монолитный пакет сердечника, в котором не должна подвергаться повреждениям изоляция обмоток как при ее укладке, так и в процессе эксплуатации электрической машины.
На рисунке 1 показаны конструкции сердечников электродвигателей переменного и постоянного тока.
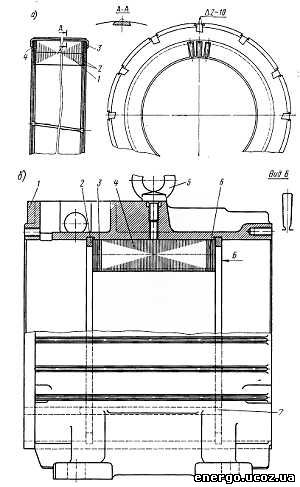
Магнитные сердечники электродвигателей: a — статора асинхронного двигателя единой серии; б — статора асинхронного кранового электродвигателя: 1 станина; 2 кольцевая шпонка; 3,6 крайние сердечника; 5 грузовой винт; 7 шпонка; в — якоря электродвигателя постоянного тока: 1 — вал, 2 коллектор; 3 и 7 шайбы нажимные; 4, 6 пакет крайних листов; 5 листы якорные; г — главного полюса: 1 полюсный лист; 2 крайний лист полюса; 3 заклепка полюсная; 4 полюсный лист; 5 — стержень.
Сердечник статора электродвигателя единой серии (рис. 1, а) состоит из пакета отдельно набранных листов 1 и 2, скрепленных скобами 5, и нажимных шайб 4.
В крановых электродвигателях пакет сердечника статора шихтуется непосредственно в станину, в которой после опрессовки на гидропрессе запирается кольцевыми шпонками (рис. 1, б).
Пакеты сердечников фазных роторов и якорей машин постоянного тока собираются непосредственно на вал (рис. 1, в).
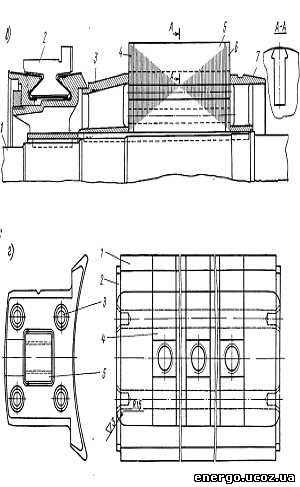
Сердечники главных полюсов небольших размеров скрепляются несколькими заклепками. Но такого крепления для пакетов сердечников большой длины оказывается недостаточно, так как пакет получается не жестким, вследствие чего поверхность полюса получается не прямолинейной, а винтовой.
Для придания сердечнику главного полюса необходимой жесткости, исключающей образование спирали, в пакет сердечника запрессовывается металлический стержень (рис.1, г). В стержне предусмотрены отверстия с резьбой для крепления полюса к остову.
При изготовлении сердечников особое внимание должно быть обращено на качество поверхности пазов пакетов, в которые укладывается обмотка.
Заусенцы и отдельные выступающие листы в пазу могут послужить причиной повреждения и пробоя изоляции обмоток.
Особенно опасным местом для повреждения изоляции проводников обмоток, как показывает анализ причин брака, является выход из паза пакетов статоров, роторов и якорей. В первую очередь это относится к всыпанным обмоткам.
В процессе укладки обмоток в местах перехода пазовой части в лобовую, т. е. на выходе из паза, проводники катушки обмотки перегибаются и при наличии острых кромок паза может произойти повреждение изоляции. Острые кромки паза могут повредить изоляцию и в процессе эксплуатации (из-за возможных перемещений обмотки в пазу в результате вибрации, тряски, действия центробежных сил и температурных изменений). Нарушение изоляции обмотки может произойти также за счет перемещений листов железа в процессе работы машины в результате неплотной спрессовки пакета или большого распушения зубцов крайних листов.
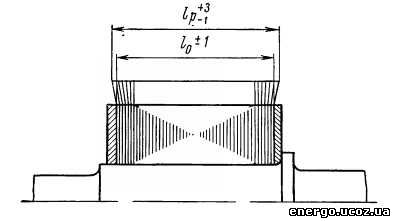
Распушение листов показано схематически на рис. 2.
Для предохранения обмотки от повреждения вследствие указанных причин принимаются следующие конструктивно-технологические меры.
После опрессовки пакетов листов гидравлическим прессом их сжатое состояние обеспечивается запорными скобами 3 (см. рис. 1, а) или кольцевыми шпонками 2 (см. рис. 1, б) у пакетов статоров и нажимными шайбами 5 и 7 у пакетов роторов и якорей (см. рис. 1, в).
Нажимные шайбы удерживаются на валу за счет натяга прессовой посадки.
Для уменьшения величины распушения листов с торцов пакета устанавливаются несколько (четыре, пять) листов толщиной по 1 мм и применяется ступенчатая опрессовка пакета.
Вначале пакет спрессовывается полным расчетным давлением, при этом давление пресса передается пакету через технологическую оправку, которая перекрывает и зубцы листов, затем уменьшенной величиной давления насаживается нажимная шайба и пакет допрессовывается.
Применение с торцов пакета утолщенных крайних листов требует дополнительных штампов для их изготовления, распушение же при этом полностью не устраняется.
Для устранения распушения листов следует с торцов пакета установить несколько склеенных листов, вырубленных тем же штампом, что и остальные листы пакета.
Монолитный пакет можно получить, склеив листы всего пакета. Однако этот процесс требует дополнительных затрат, поэтому склеенные сердечники применяются в ответственных машинах небольших габаритов.
Как указывалось выше, острые кромки пакета представляют собой большую опасность для обмотки, поэтому на выходе из паза листов распиливаются напильником или в пакете склеенных крайних листов при его изготовлении снимается пологая фаска.
Источник статьи: http://energo.ucoz.ua/publ/23-1-0-279
Причины почему сердечники трансформатора собирают из отдельных пластин
Сердечник трансформатора — главная деталь механизма. От ее качества зависит то, как будет поступать электрический импульс в прибор, эффективность функционирования вторичных и первичных обмоток. Большая часть людей знает примерную схему работы оборудования, назовет основные детали механизма. Но вопрос о том, почему сердечник трансформатора собирают из отдельных пластин не находит ответ.
Дело в том, что на пластику подается электрический импульс, и кажется, что нет разницы одна она установлена или несколько. Поэтому постараемся максимально доступно простом языком объяснить, для чего сердечник трансформатора собирают из тонких листов, почему это важно и как правильно выбираются коэффициенты длины, ширины, проводимости.
Характеристики сердечника: теория
Прежде чем ответить на вопрос, почему сердечник трансформатора набирается из пластин, нужно понять само устройство конструктивной детали. Предназначение механизма — концентрация магнитных потоков, поступающих в прибор. В результате обработки значения получаются постоянными и соответствующими измерениям. Без наличия сердцевины невозможно было бы рассчитывать технические характеристики прибора, в том числе и коэффициент погрешности, коэффициент полезного действия и другое.
Выполняются детали их специальной электротехнической стали ферритов, железа, пермаллоя, электриков ферритного вида — в зависимости от конкретного типа и переназначения техники.
Почему сердечники трансформатора делают из отдельных пластин — улучшение магнитных характеристик этих металлов и элементов.
Устройство изготовляется из цельным пластин, которые различной толщины. Делать в приборе можно различные вариации: от 0,5 до 0,35 миллиметров, но встречается и другой по толщине лист. Холоднокатаные в отличи от горячекатаных вариаций отличаются повышенными характеристиками магнитопровода, но для сборки устройства требуются специфические навыки работы.
Набираться могут из ленты, которая свернута спиралевидным образом, только тороидальные модели. Собирать так — значит разместить вторичную обмотку, при этом значительно понизиться индуктивное сопротивление внешней обмотки (стремится у нулевым значениям), что повысит точность работы.
Для чего магнитопровод трансформатора собирают из отдельных листов, если устройство имеет можно свыше ста вольтов и ампер и частоту функционирования 50 Гц — повышение качества работы и обеспечение бесперебойного поступления электроэнергии для обработки.
Устройства собирать нужно из тонких и отдельных пластин сердечника — это уменьшает вихревые потери. Под действием на трансформатор магнитострикции они становятся деформированными, уменьшается коэффициент полезного действия, невозможно провести качественные расчеты мощности и иных технических характеристик. По факту, удлинения листов должны быть симметричны квадрату индукции, при этом колебания были бы на частоте сети, удвоенной вдвое (так как берется квадрат показателе).
Но путем опытных расчетов выясняем, что механические колебания различные по значениям, так как шум содержит высшие гармоники. Становится ясно, почему сердечник трансформатора собирают из отдельных листов и почему используются только качественные металлы для его производства.
Практика
Узнав, как работает сердечник и поняв его основные технические характеристики, материалы изготовления и конструктивные особенности, можно понять и самостоятельно, почему сердечник современного трансформатора собирают из отдельных листов железа. Для того, чтоб понять это, нужно проследить о обратного. Если бы сердцевина оборудования была выполнена из сплошного цельного куска металла, то это привело бы к возникновению переменного магнитного поля.
Это в свою очередь пододвигает к образованию существенного магнитного поля около сердечника. Возникающие дополнительные токи не нужны для стабильной и качественной работы тс, они лишь затрудняют обработку данных вторичной и первичной обмотками.
Образованные дополнительные токовые потоки непременно приведут к существенным потерям электрической энергии.
Если бы использовался сплошной кусок металла, то:
- возникали бы дополнительные токи;
- уменьшалось сопротивление вторично и первичных обмоток;
- нельзя проследить технические характеристики изделия, мощность, погрешность, КПД;
- невозможность составить план работы, на который можно опираться при производстве;
- устройство выходит из строя, так как испытает не только необходимые магнитные потоки, но и дополнительные постоянно;
- наблюдаются потери энергетической мощности.
Для чего сердечник любого трансформатора собирают из тонких листов стали – становится понятно — для обеспечения стабильной и бесперебойной работы. Но есть и другие причины того, почему сердечник трансформатора собирают из тонких железных листов стали:
- есть возможность собрать аналитические данные;
- в устройстве не возникает дополнительных токов;
- функционирование без существенных энергетических потерь при работе;
- срок службы;
- удобство использования;
- построение плана действий на производстве.
Изготовление из отдельных пластинок занимает больше времени и требует применения специфических знаний. Но без этого никак не обойтись. Для обеспечения стабильного функционирования и уменьшения потерь энергии используется число листов, изготовленных только из качественного и проверенного материала.
Сердечник статора электротехническая сталь
Сердечник статора набирается из стальных пластин толщиной 0 35 или 0 5 мм. Пластины штампуют, делая в них впадины ( пазы), и изолируют друг от друга лаком, окалиной или тонкой бумагой для уменьшения потерь на вихревые токи. Пластины собирают в отдельные пакеты и крепят в станине двигателя. К станине прикрепляют также боковые щиты с помещенными на них подшипниками, на которые опирается вал ротора. Станина устанавливается на фундаменте. [17]
Сердечник статора ( рис. 74) изготовляют шихтовкой колец или сегментов, штампованных из электротехнической стали толщиной 0 5 мм. Внешняя окружность колец и сегментов имеет выступы или впадины для фиксации их в ребрах станины при сборке. По внутренней окружности заготовок сердечников равномерно распределены пазы, в которых после сборки сердечника располагают активные проводники обмотки статора. [19]
Сердечники статора и ротора выполнены из штампованных листов электротехнической стали. Беличья клетка ротора — литая из алюминиевого сплава. Ротор динамически балансируют без шпонки на свободном конце вала. Ротор двигателя выполняемого по нормам DIN, балансируют со шпонкой. [20]
Сердечник статора также крепится в станине, которая воспринимает механическую нагрузку статора и обеспечивает механическую устойчивость всей конструкции машины. На станине обычно имеются лапы для крепления к фундаментной плите. В мощных машинах, диаметр щита которых превышает 1 м, подшипники часто крепят в специальных подшипниковых стояках, устанавливаемых на плите отдельно от станины. [21]
Сердечник статора с обмоткой защищен от воздействия среды гильзой из немагнитной стали толщиной 0 5 мм. [22]
Сердечник статора 2 — электротехническая сталь, чугун, алюминий. [23]
Сердечник статора собран из стали толщиной 0 5 мм. Листы сердечника набирают на оправку, спрессовывают и скрепляют скобами, привариваемыми электросваркой к спинке статора. Сердечник статора электродвигателей АОЛ после опрессовки на оправке обливают алюминиевым сплавом под давлением без применения скоб. Для предотвращения распушения зубцов на торцах сердечника установлены нажимные шайбы ( кольца), которые скрепляют теми же скобами. В сердечниках электродвигателей 6 — 9-го габаритов крайние листы изготовлены так же, как и основные, но с несколько большими размерами паза и с зубцами без коронок. [25]
Сердечник статора является частью магнитной цепи, по которой замыкается магнитный поток полюсов. [26]
Сердечник статора и ротора изготовляют из тонких листов электротехнической стали. Обмотка статора выполнена трехфазной. Крепят концы обмоток в выводной коробке на корпусе. Роторная обмотка представляет собой медные, латунные или алюминиевые стержни, расположенные в пазах сердечника ротора и соединенные между собой ( закороченные) в торцовых частях ротора. Для охлаждения двигателя служит крыльчатка, укрепленная на валу ротора. [27]
Сердечники статоров , роторов и полюсов собирают из стальных листов. Листы изготавливают из электротехнической стали путем штамповки. С целью уменьшения потерь энергии на вихревые токи поверхность листов покрывают лаком. Для этого листы погружают в ванну с лаком и пропускают между вращающимися валками. В других случаях поверхность лис — — тов покрывают тонкой пленкой оксида железа, обладающего электроизоляционными свойствами. Для этого листы нагревают до температуры 560 — 700 С в окислительной среде. [28]
Сердечник статора состоит из отдельных пакетов, собранных из лакированных листов электротехнической стали. Пакеты разделены радиальными вентиляционными каналами шириной 10 мм. Обмотка статора класса В, катушечная, двухслойная, с укороченным шагом, уложена в открытые пазы сердечника. Витковая и корпусная изоляция — непрерывная, из миканитовой ленты, компаундированная. Лобовые части обмотки закреплены с помощью бандажных колец и шнуровых бандажей. Концы статорной обмотки выведены вниз. Начала фаз маркируются ( Ci, Cz, Сз); соединение фаз — в треугольник. [29]
Сердечники статора и ротора набираются из листов электротехнической стали. Стержни обмотки ротора замыкаются накоротко, образуя так называемую беличью клетку. В соответствии с ГОСТ 183 — 55 приняты следующие обозначения выводов обмоток отдельных фаз: начало и конец первой фазы С — С4, второй С2 — С5 и третьей С3 — Се. Оно должно удовлетворять требованию простоты соединения обмоток по любой схеме. [30]
Сердечники электрических машин
Сердечники электрических машин, по которым проходит переменный магнитный поток, собирают (шихтуют) из изолированных друг от друга листов электротехнической стали толщиной 0,5 мм. Этим достигается значительное снижение потерь от вихревых токов.
Сердечники статоров и роторов машин переменного тока и якорей машин постоянного тока при наружном диаметре до 990 мм выполняют из листов в виде колец (рис. 1, а), а при большем диаметре— из сегментов (рис. 1, б), которые при сборке образуют магнитную систему кольцевой формы. В кольцах и сегментах выштампованы пазы под обмотку. В сегментах, кроме того, имеются пазы для крепления их к станине или на ободе ротора.
Рис. 1. Лист сердечника в виде кольца (а) и сегмента (б)
Тонколистовую электротехническую сталь изготовляют в виде рулонов, листов и ленты. Обозначения марок стали в соответствии с ГОСТ 214270—75 состоят из четырех цифр.
Первая цифра обозначает класс по структурному состоянию и виду прокатки: 1—горячекатаная изотропная; 2 — холоднокатаная изотропная; 3—холоднокатаная анизотропная. В анизотропных сталях магнитные свойства вдоль прокатки и в направлении, перпендикулярном прокатке, различные.
Вторая цифра обозначает содержание кремния в данной марке стали. Добавка этого элемента увеличивает электрическое сопротивление стали и улучшает ее магнитные свойства. По содержанию кремния стали подразделяют на шесть групп: 0 — с содержанием кремния до 0,4% (нелегированная); 1 — от 0,4 до 0,8; 2— от 0,8 до 1,8; 3— от 1,8 до 2,8; 4 — от 2,8 до 3,8; 5 — от 3,8 до 4,8%.
Третья цифра в обозначении марки характеризует удельные потери и магнитные индукции, четвертая — порядковый номер типа стали.
Рис. 2. Статорный сердечник, скрепленный скобами (а) и набранный в станину (б)
В асинхронных двигателях единых серий А-АО и А2—А02 была применена горячекатаная листовая сталь марки 1211, в двигателях серии 4А при высотах до 160 мм применяется холоднокатаная рулонная сталь 2013, а при высотах выше 160 мм — 2212. Стали, примененные в новой серии, имеют индукции на 4—8% большие при том же намагничивающем токе и на 20—30 % меньшие удельные потери.
Изоляцию листов выполняют в виде лаковой или оксидной пленки. Лаковая пленка наносится на листы специальными машинами. Оксидная пленка имеет незначительную толщину и образуется на листах путем выдержки их в камере при температуре 560°С с подачей водяного пара.
Сердечники статоров машин переменного тока мощностью до 100 кВт опрессовывают между нажимными шайбами 1 (рис. 2, а) и скрепляют скобами 2 по спинке. Зубцы, не имея опоры, могут на торцах отгибаться. Размер 1Х по ним может быть больше размера I по спинке на 1—2 мм и более в зависимости от высоты зубца. Это явление называется распушением или веером зубцов. Изоляция обмоток может быть нарушена из-за перемещения листов при недостаточной прессовке или распушении сердечника.
Распушение уменьшают установкой с торцов сердечника крайних утолщенных или сваренных друг с другом точечной сваркой или склеенных листов. Монолитный сердечник получают склейкой всех его листов.
Сердечники статоров микромашин и малых машин в спрессованном состоянии заливают алюминиевым сплавом. Заливка частично захватывает торцы сердечника, благодаря чему он оказывается закрепленным в алюминиевой оболочке, которая является одновременно и корпусом машины.
Сердечники статоров с наружным диаметром более 400—500 мм шихтуют непосредственно в станину. Посадку обычно осуществляют на ребра 7 (рис. 2, б) станины 6. Сердечник спрессовывают между двумя массивными нажимными шайбами 1, которые закрепляют в корпусе в осевом направлении шпонками 3. Шпонки приваривают, чтобы предохранить их от выпадания, к станине или шайбам. Давление при спрессовке сердечника передается через нажимные пальцы 4, которые крепят к крайним листам точечной сваркой или расклепкой специальных выступов на них. входящих в отверстия зубцов крайних листов. Нажимные пальцы ликвидируют веер зубцов.
Сердечники статоров крупных машин для лучшего охлаждения изготовляют из нескольких пакетов 8, разделенных вентиляционными каналами. Каналы образуются установкой дистанционных распорок 5 — ветрениц, которые по конструкции аналогичны нажимным пальцам. Распорки крепят к крайним листам пакетов сваркой или расклепкой.
Сердечники роторов 4 (рис. 3, а) при наружном диаметре до 300—400 мм насаживают непосредственно на вал 1. Для передачи вращающего момента на валу в месте посадки сердечника устанавливают шпонку 5. В машинах малой мощности вместо шпонки применяют накатку. Сердечники спрессовывают между нажимными шайбами 3. С одной стороны ротора шайба упирается в буртик вала, с другой — фиксируется в осевом направлении втулкой 2, насаженной по прессовой посадке, или пружинным стопорным кольцом 6 (рис. 3, б), устанавливаемым в канавку на валу.
Рис. 3. Крепление сердечника на валу втулкой (а) и пружинным кольцом (б)
Нажимная шайба имеет выточку на глубину 3—4 мм, которая предохраняет кольцо от разгибания под действием центробежных сил. Пружинные кольца могут быть установлены с обеих сторон сердечника.
В якорях машин постоянного тока и фазных роторах асинхронных двигателей нажимные шайбы совмещаются с обмоткодержателями, которые выполняются в виде кольцевых приливов на шайбе и служат для опоры лобовых частей. При коротких и жестких лобовых частях в тихоходных машинах обмоткодержатели не предусматривают.
Сердечники роторов при наружном диаметре от 300—400 мм до 900 мм насаживают обычно на промежуточную втулку с отверстиями или ребрами для уменьшения массы. Втулку напрессовывают на вал.
Главные полюса машин постоянного тока пронизываются постоянным магнитным потоком. Потерн у них возникают только на внутренней поверхности наконечников, обращенной к воздушному зазору, вследствие пульсаций магнитного потока при поочередном прохождении под участком наконечника зубцов и пазов. Полюса для уменьшений потерь набирают из листов толщиной 1—2 мм. При больших толщинах затрудняется штамповка листов и увеличиваются поверхностные потери, при меньших толщинах увеличиваются затраты труда вследствие увеличения количества листов, а также уменьшается коэффициент заполнения сердечника сталью.
Рис. 4. Крепление листов сердечника полюса заклепками (а) и стержнем (б)
Листы полюсов 2 скрепляют заклепками 3 (рис. 4, а). Для получения монолитного полюса крайние листы 1 делают из более толстой стали. Полюса к корпусу крепят болтами, которые ввертывают в резьбовые отверстия, нарезанные в теле сердечника.
Заклепки, стягивающие полюса, имеют отверстия на концах и развальцовываются в конические зенковки в крайних листах, выполняемые обычно с углом 60°.
В крупных тяжелых полюсах скрепление листов с помощью одних только заклепок оказывается недостаточным: полюс деформируется при подтягивании его к станине. В этом случае в сердечник 4 запрессовывают стальной стержень 5 (рис. 4, б) с резьбовыми отверстиями для крепления полюса к корпусу 6 болтами 7.
У одного и того же листа статора или ротора угол между осями пазов и сами размеры пазов получаются неодинаковыми. Это происходит потому, что при изготовлении штампов всегда неизбежны погрешности. Стенки пазов получаются неровными. Чтобы уменьшить эти неровности, сердечники собирают из листов, вырубленных одним и тем же штампом и расположенных в таком же положении, в каком они штамповались.
Для выполнения этого условия листы изготовляют с шихтовочными знаками в виде скругленных выемок (см. рис. 1, а). У статорных листов знаки располагаются на наружной поверхности, у роторных — на внутренней. Обычно на листе выполняют два знака с таким расчетом, чтобы при смещении или перевертывании листов они не совпадали. Полюсные листы для обеспечения гладкой поверхности и плотного прилегания к станине также выполняют с шихтовочным знаком (см. рис. 4, б).
Электротехническая сталь (трансформаторная) – свойства и применение

Электротехническая сталь – это разновидность черного металла с улучшенными электромагнитными свойствами. Добиться этого удается внедрением кремния. Таким образом, как металл, электротехническая сталь представляет собой сплав железа с кремнием, содержание которого составляет 0.8 – 4.8%. Наименование, этот специфический состав получил вследствие области своего непосредственно применения.
Электротехническая сталь, также имеет названия динамная сталь, трансформаторная сталь и кремнистая электротехническая сталь.
Зачем кремний в стали?
Легирование производится не чистым элементом кремнием, а ферросилицием. Это вещество представляет собой сплав FeSi с железом. Легирование стали Si позволяет вывести из металла кислород, элемент – оказывающий наибольшее негативное воздействие на магнитные свойства Fe. Происходит реакция восстановления железа из его окислов, с результирующим образованием оксида кремния, частичного переходящего в шлак.

Так выглядит ферросилициий – марка ФС45
Второй положительный эффект от внедрения кремния в сталь связан с выделением цеменита (Fе3С) из металла, который замещается образующимся графитом. Оба соединения, оксид железа и цеменит увеличивают коэрцитивной силы в металле, что приводит к росту потерь на гистерезис. Более того, легирование кремнием железа с концентрацией Si выше 4% способствует также снижению потерь на вихревые токи, что обусловлено повышением удельного электрического сопротивления электротехнической стали относительно ее марок, нелегированных кремнием.
Химический состав стали с улучшенными магнитными характеристиками
Исходя из вышесказанного, повышение содержания кремния в металле снижает удельный вес оксидов железа. Как показывает практика, одновременно с этим происходит рост индукции насыщения Вs железа. Ее максимальная величина достигается при содержании Si на уровне 6.4%.
Однако по химическому составу электротехническая сталь остается легированным металлом с содержанием кремния не более 4.8%. Это связано с ухудшением механических свойств металла, хрупкости в частности, при росте концентрации Si. Наряду с кремнием в электротехническую сталь может добавляться алюминий на уровне 0.5%.

Сердечник трансформатора из электротехнической стали
Исходя из химического состава (содержания легирующих примесей), металл разделяют на две категории динамная и трансформаторная сталь. В первой разновидности процент вхождения кремния составляет 0.8 – 2.5%, тогда как трансформаторное железо характеризуется уровнем легирования 3.0 – 4.5%.
Изотропная и анизотропная сталь – отличия производства
Как можно понять из вышесказанного, характеристики легированного соединения сильно зависят от содержания кремния. Вторым фактором, определяющим свойства металла, выступает его внутренняя структура, которая формируется в процессе производства. В частности горячекатаная и холоднокатаная стали обладают различными по размеру ячейками. Для крупнокристаллических материалов характерны большие величины магнитной проницаемостью, но коэрцитивная сила существенно ниже, чем у металлов с мелкокристаллической структурой. Варьировать размер зерна позволяют два вида обработки: механическая и термическая.
Так отжиг стали способствует понижению внутренних напряжений в металле, одновременно приводя к увеличению кристаллов, образующих его структуру. Горячая прокатка электротехнической стали не способна создать устойчивую ориентацию зерен внутри металла, оставляя ее хаотичной. Подобная изотропная сталь, как результат, характеризуется независимостью магнитных свойств от направления.
Добиться текстурованной структуры с определенной пространственной ориентацией кристаллов в металле позволяет повторной холодной прокатки стали, сопровождающаяся отжигом при особых условиях. Как результат получается анизотропная сталь, где ребра кубической решетки кристаллов установлены в направлении прокатки. Расположив анизотропную сталь в правильном направлении, можно добиться повышения магнитной проницаемости, одновременно понизив коэрцитивную силу.
Производство электротехнической стали налажено в виде листового проката с шириной полосы 240 – 1000 мм. Металл выпускается рулонами или отдельными листами, длина которых варьируется от 720 до 2000 мм. Толщина электротехнического стального профиля начинается с 0.05 мм и может иметь следующие показатели: 0.1, 0.2, 0.35, 0.5 и 1,0 мм. Кроме того, классификация электротехнических сталей по разновидности продукции допускает следующие виды проката: сортовой и лента резанная.

Марки изотропной тонколистовой стали х/к: 2011, 2012, 2013, 2014, 2015, 2016, 2312, 2411, 2412, 2413, 2414, 2421.
Марки анизотропной тонколистовой стали х/к: 3311 (3411), 3411, 3412, 3413, 3414, 3415, 3404, 3405, 3406, 3407, 3408, 3409.
Металлическая буква “Е” – что это?

Всех мучил вопрос в детстве – что эта за металлическая буква Е или Ш такая?
Эта металлическая пластина в виде буквы Ш или Е (кто как видит) и есть та самая трансформаторная сталь, точнее сердечник трансформатора, изготовленный из электротехнической стали. Такие пластины часто попадались в детстве – ржавые, гнутые, склеенные, кто-то затачивал их и бросался, словно, самурайскими сюрикэнами.
Буква Е или Ш – та, что мы видели в детстве
Этих металлических букв Ш (Е), казалось, валяется целая куча – они были в каждом дворе иногда валялись целыми россыпями, а появлялись они после разбора вот таких трансформаторов, см. фото:

Внутри этого трансформатора находится сердечник из трансформаторной стали и склеенных букв “Е”
Электротехническая сталь – марки
Маркировка данного вида металла представляет число, где его цифры указывают:
- Первая – структурное состояние металла и класс его прокатки. Это может быть горячекатаная (1) или холоднокатаная (2) изотропная, а также холоднокатаная анизотропная разновидность стали.
- Вторая – отображает процент вхождения кремния. Она принимает следующие допустимые значения от 0 до 5. Стартовая величина – менее 0.4% обозначается как 0. Вторая цифра 1 соответствуют содержанию Si 4 – 0.8 %. Последующие четыре значения отображают увеличение концентрации кремния на 1, вплоть до величины 4.8%.
- Третья цифра характеризует электромагнитные характеристики: коэрцитивная сила, магнитна индукция и прочие.
- Последние две цифры отображают количественное значение характеристики из третьего пункта.
Марки электротехнической стали:
- Сталь электротехническая сернистая: 1211, 1212, 1213, 1311, 1312, 1313, 1411, 1412, 1413, 1511, 1512, 1513, 1514, 1521, 1561, 1562, 1571, 1572, 2011, 2012, 2013, 2111, 2112, 2211, 2212, 2213, 2214, 2215, 2216, 2311, 2312, 2411, 2412, 2413, 2414, 2421, 3311, 3404, 3405, 3406, 3407, 3408, 3409, 3411, 3412, 3413, 3414, 3415, 3416, 3421, 3422, 3423, 3424, 3425
- Сталь электротехническая нелегированная: 10832, 10848, 10850, 10860, 10864, 10880, 10895, 11832, 11848, 11850, 11860, 11864, 11880, 11895, 20832, 20848, 20850, 20860, 20864, 20880, 20895, 21832, 21848, 21850, 21860, 21864, 21880, 21895
Свойства электротехнической стали
Ценность легированного кремнием железа обусловлена его улучшенными электромагнитными характеристиками: высокий уровень индукции насыщения, минимизация потерь на гистерезис, а также пониженная коэрцитивной сила. Поскольку анизотропная структура позволяет еще больше улучшить эти свойства, то спрос не текстурованные стали изначально выше.
Вопрос, для каких целей применяют электротехнические стали, находит ответ в наименовании металла. Одно из предназначений сплава – это сердечники в таких устройствах:
- трансформаторов тока;
- статоры и роторы электрооборудования;
- силовых трансформаторов.

Кроме того, электротехническая сталь – отличный материал для магнитопроводов в составе электрических аппаратов. Понять, почему сердечник трансформатора выполняют из электротехнической стали несложно. Это следует из свойств металла, в частности повышению удельного электрического сопротивления. Это, в свою очередь, приводит к уменьшению потерь мощности от вихревых токов, характерных для сердечника трансформатора. Как результат, повышается общая эффективность устройства, а сам сердечник меньше нагревается.
Еще больше нивелировать потери от вихревых токов, можно уменьшив толщину пластин. Поэтому электротехническая сталь для электродвигателей, в частности сердечников трансформаторов, должна иметь толщину 0.5 мм при частоте 50 Гц. Если источник тока работает на больших частотах, под сердечник используют более толстые листы электротехнической стали: 0.1 или 0.2 мм.
Дополнительные потери энергии в сердечнике трансформатора происходят вследствие гистерезиса – процесса циклического перемагничивания. Сузить петлю гистерезиса, соответственно уменьшить ее площадь приведут к понижению потерь на перемагничивание. Это вторая причина использования электротехнической стали в сердечнике трансформатора.
Поскольку снижение потерь на вихревые токи и гистерезис достигается повышением содержания кремния в металле, сплав с высокой концентрацией Si получил название трансформаторная сталь, характеристики которой лучше подстроены именно под трансформаторы. Выражаясь языком цифр, в производстве мощных трансформаторов использование текстурованной стали позволяет уменьшить уровень потерь на треть. Кроме того, это способствует снижению массы трансформатора на 10% и расхода самого металла на 20%.

Сбор сердечника трансформатора
Кроме трансформаторов, электротехническая сталь, в зависимости от марки применяется для:
- магнитных цепей при изготовлении электрического оборудования – марки 2212, сернистая изотропная, 20895/20880 АРМКО;
- электродвигателей и подобных изделий – марка 10895/Э12/АРМКО;
- прочая электротехническая продукция – марка10880/Э10/АРМКО.
Назначение некоторых марок стали электротехнической:
Основные производители электротехнической стали
Если рассматривать выпуск данного вида металла в мировом масштабе, то основными игроками выступаю восточные страны: Китай и Япония. Их долевой вклад в производстве и потребление электротехнической стали составляет до 50%. Дисбаланс между странами состоит в том, что Китай – основной производитель, тогда как Япония преимущественно экспортирует этот сортамент стали.

Готовая продукция – рулоны электротехнической стали
Россия относится к числу тех государств, где объемы производства металла превышают внутреннее потребление сортамента электротехническая сталь. Цена этого вида продукции на отечественном рынке составляет от 80 до 180 рублей за килограмм. На сегодня РФ сумела выйти на объемы производства данного сортамента металла, которые составляют 10% от общего мирового импорта электротехнической стали. Основными производителями металла на российском рынке выступают:
- Северсталь;
- ВИЗ-Сталь;
- Новолипецкий металлургический комбинат.
Объемы, производимой ими продукции троекратно превосходят потребности внутреннего рынка, что позволять импортировать электротехническую сталь как на Запад: Италия, Швейцария, так и в сторону Востока – Индия. Что касается долю конкретного вида стали в общем объеме, то две трети производственных мощностей ориентированы на выпуск динамного сортамента металла. И только 30% производства – это трансформаторная сталь, цена которой составляет 120 – 180 руб/кг.
Все, что нужно знать об электротехнической стали
Для сердечников трансформаторов, реле, звонков и электродвигателей применяют электротехническую сталь. К примеру, «проволочная» калёная им не подойдёт. Причина особых требований – заметные потери на перемагничивание у многих стандартных сортов стали.
Общее описание
Электротехническая сталь (ЭТС) – сплав, отличающийся по примесям, к примеру, дозировкой кремнийсодержащих соединений. Таким соединением выступают молекулы ферросилиция – именно им легируют сталь для электрических магнитопроводов.
Применение феррита – ломкого материала, представляющего собой сплошную беспластинчатую структуру, не дало каких-либо улучшений по сравнению с раздельно-склеенными пластинами.
Железо с низким содержанием угля – до 0,2 промилле – ценится благодаря низким потерям на перемагничивание в циклах переменного тока (его частота может колебаться от единиц герц до сотен мегагерц). Чтобы добиться данного эффекта, выпускают кремнистую мягкую сталью. Содержание кремния в ней приближается к отметке в несколько процентов – по массе, от общего состава продукции.
Спрос на текстурированные таким образом стали заметно высокий: стоимость килограмма трансформаторной стали превышает цену на этот же килограмм нержавейки. ЭТС с ферросилицием – исходный материал для токовых и силовых (по электрическому напряжению, получаемому с выхода) трансформаторов, роторных и статорных сборок (сердечников). Силовой трансформатор на подстанции, а также электрогенератор (турбогенератор) на электростанции – типичное применение данного сплава, но ещё больший спрос трансформаторной стали наблюдается при производстве двигателей, например, вентиляторов и стиральных машин.
Удельное электрическое сопротивление ЭТС повышено – по сравнению с сопротивлением той же калёной проволоки (в пересчёте на эквивалентную площадь сечения). Сравнив, к примеру, сечение броневого сердечника трансформатора с тросом подъёмного крана такой же толщины (по площади в разрезе), отметим, что реальное электрическое сопротивление куска троса, равного по длине сердечнику, заметно ниже. Повышение сопротивления сердечника приводит к заметному снижению потерь на вихревые токи. КПД трансформатора возрастает, а перегрев в нагруженном режиме – уменьшается.
Свойства
Кривая намагничивания, согласно ГОСТ, должна быть таковой, чтобы петля гистерезиса (характеристика, отвечающая за затраты на вихреток) не была выраженной. Существует ещё одна характеристика – коэрцитивная сила (КС), благодаря чему гистерезисный эффект на графике растягивается ещё больше. В идеальном магнитопроводе и тот, и иной эффект отсутствовали бы, при этом сердечник трансформатора считался бы отличным магнитопроводом благодаря нулевому, как у сверхпроводника, сопротивлению.
Даже если ввести сталь в это состояние, заморозив её до -270 градусов (температура, близкая к абсолютному нулю), то потери на вихревое перемагничивание всё равно останутся, пусть и в минимальном количестве. С вихревыми потерями борются также уменьшением толщины пластин. Так, для 50-60 Гц в питающей сети толщина пластин трансформатора – не более полумиллиметра.
Для 400-герцовых трансформаторов, а также для микротрансформаторов в зарядных устройствах для смартфонов и планшетов, которые зачастую меньше напёрстка из-за быстропеременного тока в 10 кГц и более, полученного путём «выпрямления» на сетевом диодном мосте и превращённого в ВЧ-напряжение с помощью простейшего преобразователя частоты, толщина пластины не превышает 1 мм. Для радиочастот и вовсе применяется цельный ферритовый тороид (кольцо), а не пластины.
Понижение потерь на гистерезисный эффект можно достичь, повысив процент кремния в стали. Однако существует предел, выше которого содержание кремния лучше не повышать: полезный эффект незначителен, зато ломкость пластин существенно возрастает. Параметры высококремнистой стали идеально подходят для использования в качестве магнитопровода – настолько, насколько позволяет это сделать реальная ситуация.
Кремнийсодержащая сталь уменьшает потери на 30% – по сравнению с потерями в той же калёной легированной стали. Масса трансформатора, электродвигателя, реле или электромагнита даёт возможность снизить и расход железа – до пятой части в пересчёте на состав обычной низкоуглеродистой стали, в которой кремния нет. Плотность трансформаторной стали – 7650 кг/м3 (у большинства легированных, не содержащих кремний в значительных количествах – 7,7… 7,8 г/см3, что на несколько процентов больше).
Относительная магнитопроницаемость ЭТС достаточна, чтобы обеспечить минимальный уровень потерь на преобразование переменного тока из одного напряжения в другое.
Производство трансформаторной стали основывается на горячекатаной и холоднокатаной технологии. Горячая прокатка – вторичная обработка с повышением температуры при раскатывании до нескольких сот градусов, холодная – при незначительном подогреве (не более 200). Общее начало – литьё и выпекание слитков-заготовок – имеется у обоих способов производства, вне зависимости от количества и процентной пропорции примесей, входящих в общий состав производимых первичных заготовок.


Горячекатаная
Горячепрокатная сталь не выделяется особыми свойствами. Трансформаторной она называется лишь из-за повышенного содержания кремния. Оно здесь достигает 4,5% по массе сплава. Дополнительно состав легируется алюминием – его содержание здесь равно примерно половине процента.
Горячепрокатный состав считается изотропным (динамная сталь). Нелегированная (без алюминия) – релейная сталь, она служит исходным материалом для изготовления пластин двигателей-генераторов, являющихся обратимыми в плане потребления/выработки электрического тока.
Холоднокатаная
Горячий прокат, в связи с необходимостью прерывания технологического процесса, в настоящее время полностью вытесняется холоднопрокатным способом. Магнитные свойства горячекатаной стали в современных условиях считаются едва удовлетворительными или неудовлетворительными, так как из-за характеристик, присущих ей, наблюдается заметно меньшая эффективность деталей и узлов, одной из функций которых является преобразование механической энергии в электрическую и наоборот.
Параметры легированного стального сплава в значительной мере определяются процентным содержанием кремния. Внутреннее структурирование сплава также образуется при отливании и выпекании слитков, которые затем поступают в прокат.
Горяче- и холоднопрокатный составы характеризуются разницей в размере и взаиморасположении ячеек кристаллической решётки.
Магнитная проницаемость свойственна в больших значениях лишь для сплавных материалов, содержащих значительный размер каждой из ячеек. Мелкие кристаллы, образующие основу других, схожих по химсоставу сплавов, обладают, наоборот, большей коэрцитивной составляющей. Управление размером кристалла (ячейки) – задача определённого типа и вида обработки стальных сплавов.
Например, отжигание заготовок даёт преодолеть избыточные внутренние напряжения в сплаве, при этом увеличивается размер его элементарной ячейки. Горячепрокатный способ обработки заготовок, полученных только что в печи, не способен существенно переупорядочить гранулы (кристаллы) в структуре сплава, отчего они остаются хаотично расположенными. Изотропная сталь в результате характеризуется независимостью магнитных параметров от направленности расположения кристаллов.
Чтобы эти гранулы заняли чёткую упорядоченную позицию, покончив при этом с присущей им хаотичностью окончательно, холодный прокат производится повторно, при этом используется отжигание в определённых условиях, отличающихся от стандартных. В результате образуется анизотропный сплав, где направляющие жёсткости кристаллической решётки состава совпадают с направлением проката. Разместив заготовку из анизотропного состава в верном направлении, мастер-прокатчик добьётся увеличения значения магнитной проницаемости, снизив в значительной мере КС.
Маркировка
Марки изотропной заготовки в тонких листах: 2011, 2012, 2013 и десятки иных. Неизотропная же представлена следующими кодами из каталога: 3311, 3411 и десятки других.
Маркировка ЭТС разграничивает её область применения. Так, сплавы 1211, 1212, 1213, 2211 применяют как подвижные вращатели (роторы) и полюсные пластины статорных сборок в моторах, работающих от незнакопеременного напряжения.


Подвижные и неподвижные составляющие для электромоторов, работающих на переменном токе, также изготавливаются из данного сорта стали.
Мощность заводских установок, например, конвейерной ленты, может составлять до 100 киловатт. Магнитопроводы технических и медицинских приборов также обращаются к вышеуказанным «числовым» сортам. Пример – вибрационные сетевые бритвенные и машинки для стрижки волос, медицинские МРТ-сканеры, содержащие мощный электромагнитный контур – все они применяют эти высокопластичные сплавы.



1311, 1312 – эти сорта идут на изготовление пластин для асинхронных моторов, которым требуется три фазы переменного напряжения. Промышленная мощность этих двигателей – от 100 до 400 кВт. Обладают чуть худшей, чем предыдущие варианты из данного перечня, пластичностью.
Сорта 1411, 1412, 2411 – для тех же «асинхронников», однако их мощность доходит до мегаватта. Моторы повышенной частоты, например, 400-герцовые движки, а также бытовые трансформаторы – основа блоков питания – также используют эти три сорта в качестве материала для пластин сердечников. Пластичность – минимально удовлетворяющая основным запросам: при разборке пластины не ломаются, но малейшая попытка согнуть их приведёт к растрескиванию материала.


Маркировка, не имеющая букв, также поделена на составляющие:
- 1 или 2 (первая цифра) – горячая или холодная прокатка;
- 0… 5 (вторая) – ферросилиций, менее 1% кремния – «0»;
- 0… 9 (третья) коэрцсила и магнитоиндукция;
- 00… 99 (4-я и 5-я) – значения КС и МИ.
Полный список марок ЭТС для серосодержащих сплавов: 1211, 1212, 1213 и несколько десятков других.
ЭТС без легирования представлена следующими марками: 10832, 10848, 10850 и десятки иных.
Производители ЭТС, занимающие ведущие позиции – Россия, Китай и Япония. Отечественные компании, выпускающие ЭТС – «Северная Сталь», «ВИЗ» и Новолипецкий комбинат.


Сортамент
ЭТС поставляется на другие фабрики как листовая продукция. Найти в продаже этот же сорт ЭТС в виде прута или уголка весьма затруднительно – эти элементы можно получить лишь склейкой пластин. Готовые листы обладают шириной от 24 см до 1 м. Сплав производится в виде рулонной или отдельной листовой продукции, длина листа – от 72 см до 1 м. Толщина стали (листа, рулонной скрутки в один слой) – от 50 мкм до 1 мм. Типовые и несколько десятков иных марок толщиной – 100, 200, 350 мкм и 0,5 мм. ЭТС производится как сортовой материал и как разрезная лента.


Применение
Электромагнитные системы и электроника, работающая с высокими (от единиц килогерц) частотами, позволяют использовать эту сталь в виде сердечников трансформаторов и электромагнитов, дросселей, электрогенераторных двигателей и моторов.




Основным материалом для этих целей служит текстурированная сталь – использование её в этом случае наиболее целесообразно. Сила воздействия электромагнитного поля – низкий или высокий уровень – значения не имеет: ЭТС отлично проявит себя во всех подобных случаях. Поля большой интенсивности используются на частотах до 60 Гц, средней – до 400, малой – до десятков килогерц.
Обработка
ЭТС хорошо поддаётся обработке – особенно низкоуглеродистая. Благодаря более чем хорошей (по количественному показателю) пластичности она легко разрезается при помощи аппаратов лазерной резки. Достоинство лазерной резки – непричинение повреждений из-за отсутствия прямого механического контакта резака с поверхностью и толщей листа-заготовки.
Точность и ровность реза достигается благодаря ЧПУ и сведениям из файла-заготовки, по которым лист раскраивается строго по отмеченным на чертеже линиям почти без какой-либо погрешности.
Термическая резка осуществляется при помощи газосварочной горелки, которая выдаёт реактивное (смесь ацетилена с кислородом) пламя. Его температура превышает 3000 по Цельсию. Плазменную резку выполняют путём лазерного раскраивания листа под действием луча запредельной мощности (насколько это возможно), благодаря чему металл превращается в плазму и образует ровную линию реза.
Неисправности и ремонт сердечников — Конструкция сердечников статоров
Листы, из которых шихтуют (собирают) сердечники статоров асинхронных и синхронных машин при наружном диаметре сердечников до 990 мм, штампуют (вырубают) из листов электротехнической стали в виде колец (рис. 1).
Рис. 1. Крепление кольцевой штамповки листа к ребру станины.
1 — лист (кольцо) активной стали; 2 — пазы для укладки обмотки; 3 — полукруглые выступы шпонки; 4 — ребро станины.
Сердечники диаметром свыше 990 мм шихтуют из листов, отштампованных по форме сегмента, наружный диаметр которого равен наружному диаметру сердечника, а внутренний—диаметру центрального отверстия сердечника, условно называемого расточкой статора (рис. 2). Это объясняется тем, что стандартные листы электротехнической стали имеют максимальную ширину 1 000 мм, что не позволяет вырубать из них кольца диаметром более 090 мм.
Рис. 2. Лист (сегмент) активной стали сердечника статора диаметром свыше 990 мм при шихтовке со сдвигом стыков на 72 сегмента. а — при сборке на клинья; б — при сборке на шпильки.
Но в электрических машинах, изготовленных иностранными фирмами, иногда встречаются собранные из колец сердечники с наружным диаметром несколько больше 1 м.
По внутреннему диаметру колец или сегментов штампуют пазы требуемой формы для размещения в них обмотки статора. При открытом пазе в его верхней части предусматривают треугольные канавки для клиньев, удерживающих обмотку в пазу.
В зависимости от способа крепления листов стали в станине по их наружному диаметру отштамповывают пазы, имеющие форму ласточкина хвоста, полуоткрытых отверстий или иную /(рис. 2 и 3).
В сердечнике различают часть, занятую зубцами,— зубцовую зону и остальную часть — спинку сердечника.
При наружном диаметре сердечника до 493 мм (машины относятся к категории малой мощности) сердечники набирают из кольцевых вырубок, насаживая их на внутреннюю цилиндрическую оправку диаметром, равным диаметру расточки статора.
Для предотвращения деформации (распушовки) относительно тонких и невысоких зубцов крайние торцевые листы сердечника штампуют из утолщенных листов стали или попарно сваривают точечной сваркой. Применяют также выдавливание канавок при штамповке торцевых листов, что увеличивает жесткость зубцов.
Сердечники машин малой мощности затем прессуют и заливают в форме алюминием или алюминиевым сплавом. Заливка захватывает частично торцы сердечника, и после остывания, удаления формы и оправки, сердечник оказывается закрепленным в алюминиевой оболочке.
Рис. 3. Лист (сегмент) активной стали с четырьмя фиксирующими пазами и иечетиььм числом пазов. а — вид сегмента; б — шихтовка листов со сдвигом стыков на 1/3 сегмента.
Эта оболочка не только скрепляет сердечник, ,но и является корпусом электрической машины. Перешихтовка сердечников таких машин практически невозможна и экономически нецелесообразна.
Другой способ сборки сердечников машин малой мощности заключается в том, что ;кольцевые вырубки набирают на внутреннюю оправку, прессуют и после этого скрепляют по наружному диаметру скобами, приваренными к торцам сердечника, а в некоторых случаях также в нескольких местах к наружной (боковой) поверхности сердечника.
После укладки обмотки и пропитки ее лаком сердечник запрессовывают в стальную или чугунную станину — корпус.
Перешихтовка таких сердечников технически затруднена из-за сложности выемки сердечника из корпуса, необходимости удаления всех сварных швов, остатков сварки с листов и выполняется только при крайней производственной необходимости (электродвигатели специальные, встроенные и т. п.). Местный ремонт сердечника возможен.
При указанном способе шихтовки сердечника «а внутреннюю оправку поверхность расточки получается ровной, без выступания отдельных листов стали и не нуждается в последующей механической обработке.
Рис. 4. Крепление сердечника статора нажимными шайбами и запорными шпонками.
1 — нажимной палец; 2 — ребро станины; 3 — нажимная шайба; 4 — запорная шпонка.
Сердечники диаметром от 493 до 990 мм набирают из колец, укладывая их плотной посадкой в расточенный по второму классу точности корпус или обработанные ребра корпуса, и запрессовывают между двумя нажимными шайбами или, как их называют у более крупных машин, нажимными кольцами (рис. 4). Эти шайбы закрепляются в станине сваркой или запорными шпонками, которые приваривают к корпусу.
Нажимная шайба передает усилие сжатия на сердечник через нажимные пальцы — дистанционные стальные пластинки, приваренные точечной сваркой или расклепанные благодаря особым в них выступам к крайним листам сердечника. Нажимные пальцы могут быть различной формы; они сохраняют прессовку в зубцовой зоне сердечника.
Для более эффективного отвода тепла от сердечника и обмотки статора при так называемой радиальной системе вентиляции, сердечник разделяют по длине на отдельные пакеты, между которыми образуются вентиляционные радиальные каналы. Ширина пакета обычно не превосходит 50—60 мм. Крайние торцевые пакеты, находящиеся в лучших условиях охлаждения, могут выполняться более широкими (рис. 4).
Радиальный канал образуется путем установки между пакетами листов стали с дистанционными распорками — ветреницами, которые по конструкции и способу приварки аналогичны нажимным пальцам (рис. 5).
Ширина радиального канала равна высоте ветрениц и составляет обычно 10 мм. Виды сечений ветрениц приведены на рис. 6.
При аксиальной системе вентиляции в листах активной стали выштамповывают симметрично расположенные по окружности отверстия; сердечник не подразделяется на пакеты (си. рис. 10, поз. 1).
Предохранение сердечника от проворачивания обеспечивают с помощью полукруглых (см. рис. 1) или плоских шпонок, образуемых выступами по наружному диаметру каждого листа активной стали. Они воспринимают полный вращающий момент, который при коротком замыкании может превышать номинальный в 12—16 раз.
Рис. 5. Нажимные пальцы и ветреницы сердечника. а — нажимные пальцы, приваренные к крайнему листу стали; б — ветреницы.
В некоторых конструкциях сердечник может быть приварен по наружному диаметру к продольным ребрам станины. В этом случае его перешихтовка значительно усложняется из-за необходимости удаления всех сварных швов, остатков сварки с листов и проверки продольных ребер станины.
Рис. 6. Виды сечений ветрениц.
Перешихтовывают сердечники, относящиеся к категории средних машин, редко и только в случае очевидной экономической целесообразности; местные же ремонты выполняются сравнительно часто.
Сердечники статоров с наружным диаметром более 990 мм шихтуют из сегментов и относят к крупным электрическим машинам.
Следует отметить, что деление электрических машин на малые, средние и крупные является условным. Два предприятия могут относить машины одних и тех же габаритов к различным категориям. В практике ремонта электрических машин такое деление в зависимости от способа сборни и крепления сердечника в станине по- своему оправдано.
В связи с тем, что для крупных электрических машин ремонт сердечников статоров с перешихтовкой — операция, встречаемая часто, и, как правило, экономически оправданная, остановимся несколько (подробнее на конструктивных особенностях крепления таких сердечников.
Рис. 7. Крепление листов сердечника клиньями-рёбрами и стяжными шпильками.
1 — сердечник; 2 — стяжная шпилька; 3 — клин-ребро; 4 — угольник;
5 — нажимной палец, приваренный к нажимному кольцу; 6 — нажимное кольцо.
При шихтовке сердечников статоров сегментами различают три основных способа крепления листов активной стали в станине:
посредством клиньев-ребер и стяжных шпилек;
с помощью клиньев «ласточкин хвост» и запорных шпонок;
на сборочных шпильках, которые одновременно являются и стяжными.