Как поменять тефлоновую трубку на Hercules и Hercules Strong
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
На связи тех.поддержка Imprinta.

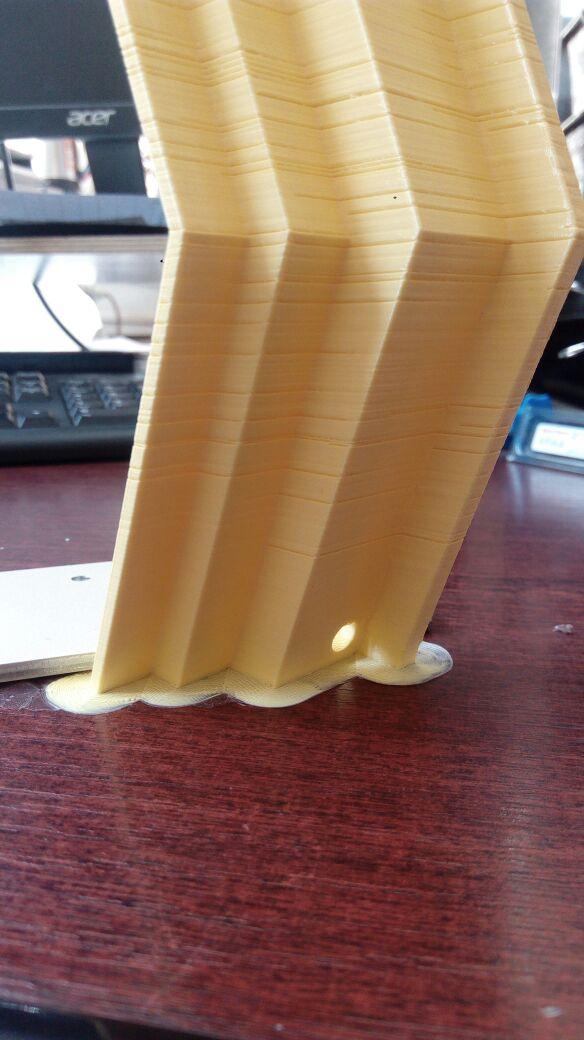

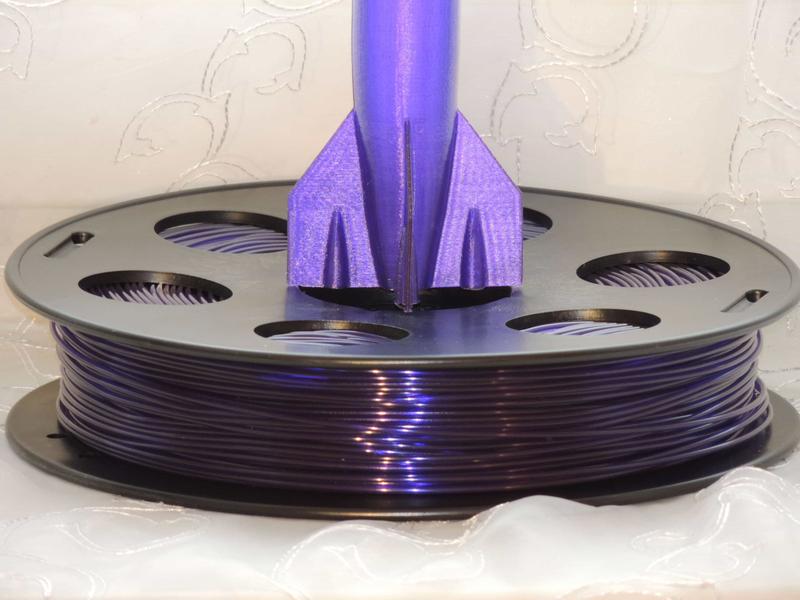
Слева загрязнение от износа тефлоновой трубки, справа, вместе с новой тефлоновой трубкой.
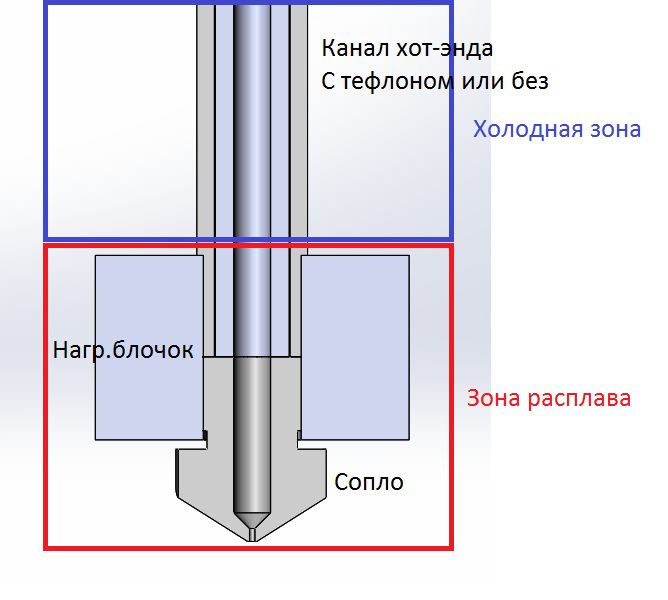
В зависимости от интенсивности эксплуатации и материала печати, через несколько месяцев может потребоваться замена тефлоновой трубки, расположенной внутри радиатора.
1. Включите принтер и нагрейте сопло до рабочей температуры в 220 градусов.
2. Выкрутите сопло.
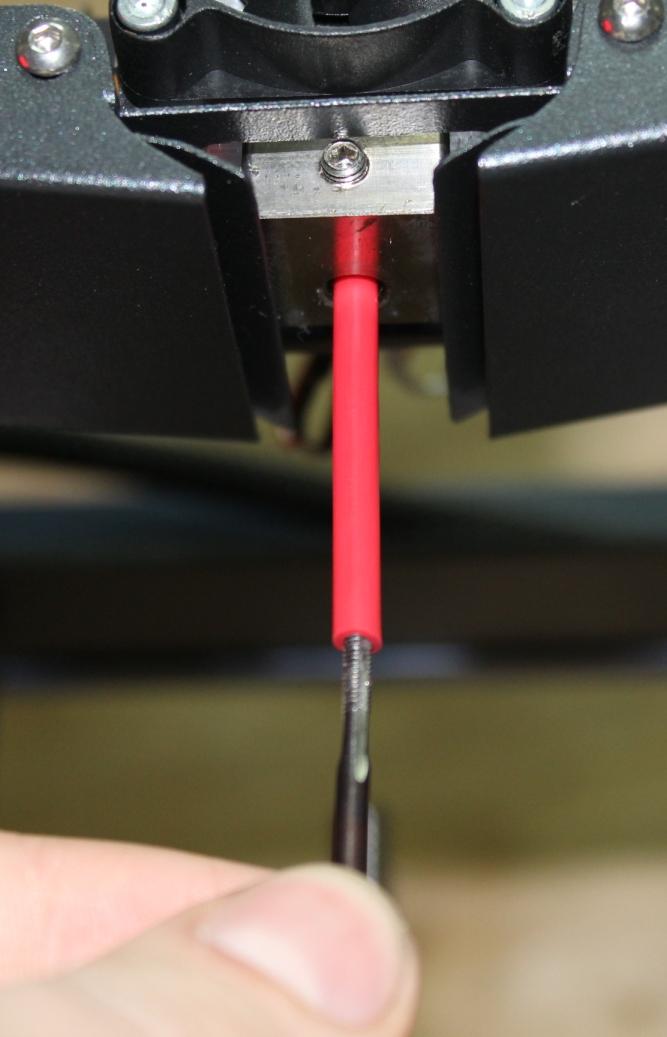
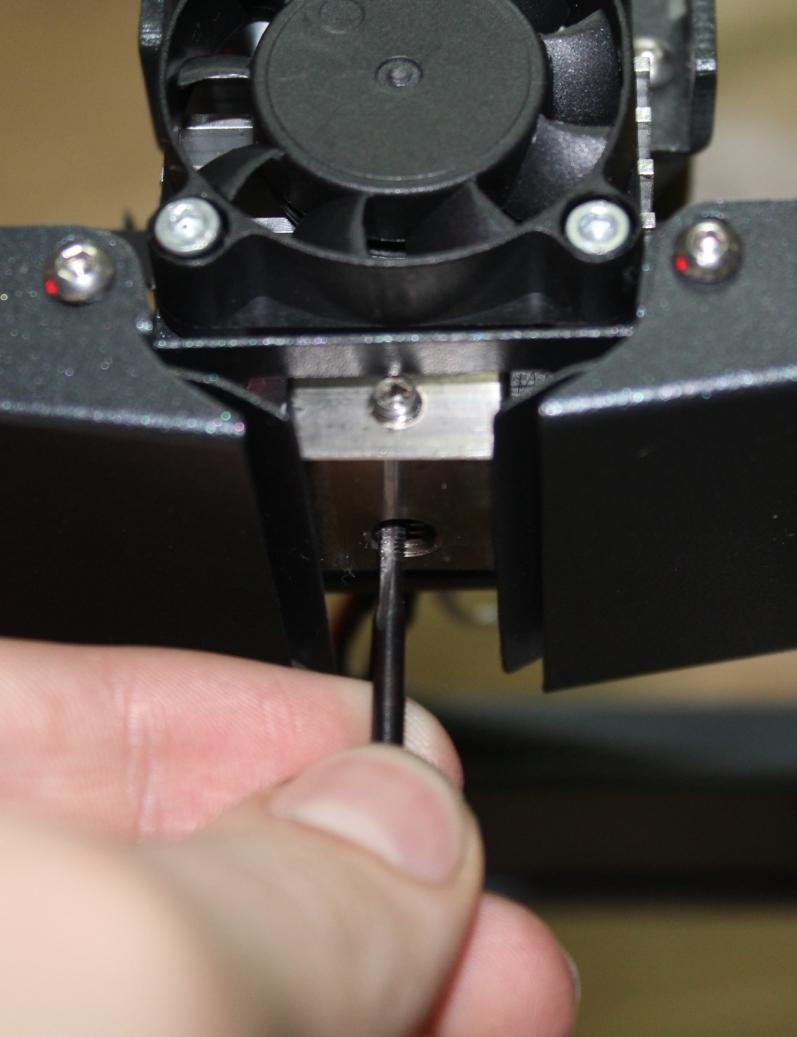
3. Используя метчик М3 или тонкий саморез извлеките тефлоновую трубку из хотэнда. Вкрутите метчик в трубку снизу, затем потяните вниз. Извлечение может быть затруднено по причине сильного износа трубки.

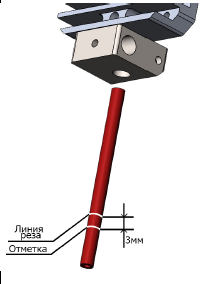
5. Вставьте трубку в хотэнд обработанным концом вперед до упора;
6. Сделайте метку на нижней части трубки, извлеките её и отрежьте необходимое количество:
8. Вставьте трубку в хотэнд, затем вкрутите сопло.
Готово! Вы снова можете пользоваться нашим принтером и не бояться излишнего загрязнения канала хот-энда или “пробелов” при печати, вызванные износом или деформацией тефлоновой трубки.
Остались вопросы? Задайте их нашей технической поддержке в личном кабинете на сайте Imprinta.ru и по телефону 8(800)222-90-20.
Или группе пользовательской поддержки “Геркулес простыл”. Для этого вам надо отправить сообщение пользователю telegram @CrazyEngie: ФИО, серийный номер принтера и название компании.
Удачного первого слоя!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Как вытащить тефлоновую трубку из экструдера
лучше потоньше, там же в леруа есть зеркальная плитка, 3 мм толщиной.
Добавлено спустя 3 минуты 27 секунд:
На самом экструдере фитинг внутри находится, я так понял не съёмные, не откручивающиеся, завальцованы внутри экструдера и залиты пластиком. Пластиковое колечко на голове хотенда попробовал надавить и вытянуть тефлоновую трубку, не вынимается почему-то эта трубка, а фитинг у меня сломался на экструдере.
Re: Новичкам. Задай вопрос — получи ответ
Alex Post » 23 янв 2020, 12:21
Если фитинг несъемный — это называется "попандос". Нужно чего то колхозить теперь, например просверлить в том что осталось отверстие, нарезать резьбу, и ввернуть подходящий съемный фитинг.
А то что трубку не удается снять — скорее всего ты ее покрутил вокруг своей оси, зажимы нарезали на трубке канавку, заскочили в нее и застопорились. Мне помогает сильно нажать чем то твердым (губками пассатижей, например) и сильно потянуть трубку. Но это смотря насколько глубокая канавка накаталась. Может и вместе с зажимами трубка выйти.
Re: Новичкам. Задай вопрос — получи ответ
Hitmanki » 23 янв 2020, 12:39
Если фитинг несъемный — это называется "попандос". Нужно чего то колхозить теперь, например просверлить в том что осталось отверстие, нарезать резьбу, и ввернуть подходящий съемный фитинг.
А то что трубку не удается снять — скорее всего ты ее покрутил вокруг своей оси, зажимы нарезали на трубке канавку, заскочили в нее и застопорились. Мне помогает сильно нажать чем то твердым (губками пассатижей, например) и сильно потянуть трубку. Но это смотря насколько глубокая канавка накаталась. Может и вместе с зажимами трубка выйти.
На космофен посадил тефлоновую трубку, получился у меня экструдер перевернут наоборот, вход пластика снизу, там где как раз сломался крепёж трубки, а верхняя часть целая и будет я думаю нормально подавать пластик. Но проблема немного в другом, это то что при подаче властика мотором экструдера(тефлоновая трубка не причём) начал оставлять насечки на прутке пластика, если я рукой пытаюсь протянуть пруток в экструдер, по разному ставил экструдер, все равно закусывают валы редуктора пластик и оставляют внутри экструдера стружку от прутка. Мотором пока не протаскивал, хочу понять как правильно поставить экструдер в принтер,чтобы потом не мучиться вытаскивать трубку которая с целой части экструдера осталась.
Re: Новичкам. Задай вопрос — получи ответ
Начинающий » 23 янв 2020, 12:42
Re: Новичкам. Задай вопрос — получи ответ
Hitmanki » 23 янв 2020, 12:57
Просто я не знал что будет сложно вытащить тефлоновую трубку, да скорее всего правильно сказал Alex Post, в трубке прорезались "насечки" и трубка в этих насечках застряла, а я крутил трубку и тянул повидимому ещё больше прорезалась трубка и окончательно застряла, еле выскреб остатки тефлона.
На фото видно куски трубки, погнул те самые зажимы как раз когда доставал тефлон из фитинга. Определяю размеры отверстия и закажу пару фитингов, нарежу резьбу и сам фитинг посажу на космофен и придавлю, чтобы в отверстие плотно зашёл фитинг. А пока все держится на космофене.
Re: Новичкам. Задай вопрос — получи ответ
Alex Post » 23 янв 2020, 13:27
Re: Новичкам. Задай вопрос — получи ответ
good_idea » 23 янв 2020, 22:22
Приветствую всех.
Вводные: Кинематика Прюши. Мамка старая MKS-gen-2z v1.1 Прошивка Repetier. Управление и печать через Octoprint. От воблинга на оси Z ось Х отвязана от винтов.
Проблема: при движении по оси Z есть шажки на моторах Х и У, хотя им такой команды не было. При хоуминге по оси Z этих шажков на моторах Х и У нет. Шажки разной величины, регулярность на моторе У примерно три в секунду, на моторе Х нерегулярные. Похоже, что при печати проявляется на высоких моделях: стали появляться воблинго-подобные волны, высота около 0.2 мм, периодичность 2-5 мм, чаще 5мм.
Если по оси Z движемся вниз, то мотор Y вращается по часовой, если же по Z движемся вверх, то У идет против часовой. А ведь команды, ему, заразе, делать эти шаги никто не давал! С мотором по Х такая же бодяга, только шажки совсем маленькие: если Z идет вниз, то Х шагает против часовой и наоборот.
Думал, что наводки, т.к. один раз на экране 2004 были помехи и энкодер сам переключался. Разобрал проводку, продул от пыли и осмотрел мамку, надел на концы проводов моторов ферритовые кольца — никакого эффекта. Искать проблему в электрике или это софт? Ведь, если это электрика, должно было проявляться и при хоуминге по Z и при движении по команде по Z. А при хоуминге бага нет.
Вопрос уже постил на тудее, пользы не принесло. Зная, что аудитория не совсем пересекается, ищу помощи здесь.
Спасибо.
Re: Новичкам. Задай вопрос — получи ответ
Hitmanki » 23 янв 2020, 22:50
Re: Новичкам. Задай вопрос — получи ответ
Myp » 23 янв 2020, 23:15
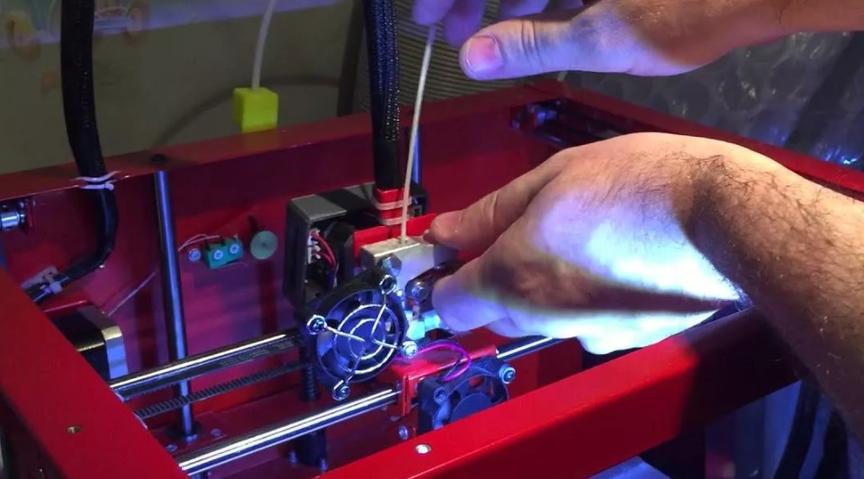
там есть режим подачи, нагрей хотенд и тыкай кнопку подачу прутка, пруток постепенно протащится сам до хотенда потом начнёт из сопла вылазить.
когда из сопла начнёт лезть красивая ниточка можно убрать лишнюю соплю и потом начинать печать.
потом после печати пруток уже будет в хотенде и для новой печати уже не надо будет пропихивать, только если поменяешь катушку пластика.
если заранее не пропихнуть то начнёт печатать воздухом и первый слой не пропечатается соотвественно вся печать на смарку
заодно срзу будет видно что сопло не засорилось
т.к. при издевательствах с фитингом и трубкой боудена стружка от боудена могла попасть в канал подачи и прутком пластика продавиться в сопло и закупорить сопло
Re: Новичкам. Задай вопрос — получи ответ
sergey2x » 24 янв 2020, 00:29
Обычно домой принтер едет на меньших скоростях. Попробуй подвигать вручную со скоростью хоминга — G1 Z<xx> F<скорость>. Скорость искать в настройках прошивки или где оно там у repetier.
Re: Новичкам. Задай вопрос — получи ответ
Myp » 24 янв 2020, 02:12
Re: Новичкам. Задай вопрос — получи ответ
Alex Post » 24 янв 2020, 08:37
Re: Новичкам. Задай вопрос — получи ответ
setar » 24 янв 2020, 19:12
Hitmanki писал(а): Возникла проблема, протащил в экструдер BMG Dual Extruder тефлоновую трубку, а нужную длинну не отмерил. Тефлон я так понял в экструдере внутри прижимается какими-то металлическими прижимами, тефлон попробовал вытащить из экструдера не вытаскивается, пришлось обрезать трубку и зачищать внутри от остатков тефлоновой трубки. Не благодарные это дело. Доконца от остатков не очистил экструдер, вот не знаю как зайдёт в отверстие экструдера новая укороченная трубка. Проволока пластика спокойно заходит в экструдер, а вот другая трубка не прижимается этими металлическими вставками внутри экструдера.
Вытащил в общем весь тефлон из экструдера, только теперь этих металлических прижимов внутри экструдера нет, видимо погнулись или совсем отломились. Не знаю как теперь экструдер будет зажимать тефлон внутри, скорее всего посажу тефлоновую трубку на космофен, потому-что снимать трубку тефлоновую я так понял не нужно будет да и трубку я пробывал по всякому вытащить из экструдера ничем не поддавалась, может есть какая-то хитрость, если у кого есть информация поделитесь, как снять тефлон из экструдера.
никаких космофенов не нужно, это должно быть разъёмное соединение, при этом нагрузка там очень большая.
там применяются быстро разъёмные фитинги (часто их используют для воды и пневматики) отцепляется очень просто:
нужно снять (если есть) пластиковый флажок предохранителя и надавить на шляпку входной втулки (там конус и внутренние железные лепестки разойдутся).
видео смотреть от 2:00 минуты
Добавлено спустя 3 минуты 12 секунд:
good_idea писал(а): Приветствую всех.
Вводные: Кинематика Прюши. Мамка старая MKS-gen-2z v1.1 Прошивка Repetier. Управление и печать через Octoprint. От воблинга на оси Z ось Х отвязана от винтов.
Проблема: при движении по оси Z есть шажки на моторах Х и У, хотя им такой команды не было. При хоуминге по оси Z этих шажков на моторах Х и У нет. Шажки разной величины, регулярность на моторе У примерно три в секунду, на моторе Х нерегулярные. Похоже, что при печати проявляется на высоких моделях: стали появляться воблинго-подобные волны, высота около 0.2 мм, периодичность 2-5 мм, чаще 5мм.
Если по оси Z движемся вниз, то мотор Y вращается по часовой, если же по Z движемся вверх, то У идет против часовой. А ведь команды, ему, заразе, делать эти шаги никто не давал! С мотором по Х такая же бодяга, только шажки совсем маленькие: если Z идет вниз, то Х шагает против часовой и наоборот.
Думал, что наводки, т.к. один раз на экране 2004 были помехи и энкодер сам переключался. Разобрал проводку, продул от пыли и осмотрел мамку, надел на концы проводов моторов ферритовые кольца — никакого эффекта. Искать проблему в электрике или это софт? Ведь, если это электрика, должно было проявляться и при хоуминге по Z и при движении по команде по Z. А при хоуминге бага нет.
Вопрос уже постил на тудее, пользы не принесло. Зная, что аудитория не совсем пересекается, ищу помощи здесь.
Спасибо.
все очень просто: так работает система автоуровня.
это штатно и нормально.
Добавлено спустя 2 минуты 54 секунды:
кончик сопла движется в "нормализованном" объёме (матрица подворота умножается на матрицу перемещения, в результате мы имеем движение сразу по трем координатам )
5 необходимых запасных частей для 3D принтера
Сижу я, работаю. И тут мой взгляд упал на коробку с ЗИП. Где я храню различные запасные части для принтеров, на всякий случай. И решил поделиться с людьми, тем, что лучше всего прикупить, чтобы не повторить мои ошибки.
В этой статье пойдет речь в первую очередь про те детали, которые лучше всего иметь в запасе владельцам заводских 3D принтеров. Про самодельщиков тут речи нет. У них обычно запас запчастей такой, что можно собрать несколько принтеров. )))
Ниже я опишу те вещи, которые есть у меня в запасе “на всякий случай”. И пару раз эти случаи даже встречались. Для меня они обошлись относительно безболезненно, потому, как обычно у меня в наличии несколько принтеров и всегда есть чем заменить. Но если не иметь таких запчастей, то можно “влипнуть”. Стоимость этого комплекта менее 1000 рублей. И лично я не жалею ни капли о таком вложении денег. Нервы и простой принтера, стоят дороже.
Большинство, кстати, запчастей связано с Гефешей, так как с ним постоянно происходили эксперименты. Но на то он и конструктор. На других принтерах я такими проблемами не сталкивался, потому, что тупо не лез в конструкцию. Но я тут опишу все.
Если хотэнд экструдера вашего 3D принтера не цельнометаллический, то, скорее всего, вы рано или поздно столкнетесь с необходимостью замены трубки термобарьера.
Это расходник. В некоторых 3D принтерах, например Witbox 2, запасные трубки сразу входят в комплект поставки. Но для большинства принтеров производители такого подарка не делают.
Почему трубки приходят в негодность? Есть несколько причин. Первая, самая распространенная — перегрев. Если происходит долгая печать на температурах от 250С. Или, например, нарушения охлаждения хотэнда.
Кстати именно по причине отключенного охлаждения сдохла моя первая трубка на Hephestos. Это произошло, когда я разобрал экструдер, чтобы извлечь застрявший дерьмовый пластик (ПЛА+Полиэтилен) от приснопамятного Космовента. Экструдер был нагрет для этого, а кулер охлаждения в тот момент не обдувал термобарьер. В итоге это привело к образованию каверны внутри и приходу в негодность.
Вторая по распространению неприятность происходит по причине неаккуратного извлечения пластика. Это обычно происходит, если в экструдере используется трубка типоразмера 2*3мм. Она тонкая и достаточно “нежная”. Под неаккуратным вытаскиванием я понимаю, попытки вытащить пластик пока он недостаточно нагрет. Или если это делается рывком, без предварительного продавливания нескольких мм разогретого пластика перед вытаскиванием, вручную.
Третья причина проблем — неаккуратная “борьба с засором”. Засоры, у нас обычно, у экструдеров с фторопластовой трубкой, возникают из-за неправильных настроек печати гибкими пластиками. ИЛИ. Использованием некачественных пластиков. О чем я указал в первом примере.
Вывод? Не используйте некачественный филамент, и у вас не будет большей части проблем с экструдером. У меня такое возникало по суровой необходимости тестов, различных материалов. Сейчас многие материалы даже близко не подношу к экструдеру, и проблемы больше не возникают.
Чтобы не оказаться с неработающим принтером, трубку лучше купить. Стоит это копейки, а хватит “на всю оставшуюся жизнь”. Ссылки даю “примерные”. Некоторые, по которым я заказывал, уже сдохли.

Обе покупать не надо. Нужно выбрать ту, что подходит к вашему принтеру.
Еще раз повторю — шансы убить трубку 2*3 намного выше ввиду ее большей “нежности”.
Ремень у меня умирал один раз на оси X, на Гефеше. И это было связано с несколькими причинами, которые являются поучительными.
Первый фактор: Ролик натяжения по оси X сделан из двух половинок. И сейчас, когда я собираю Гефешу, я его обязательно склеиваю. Тогда я это не сделал.
Второй фактор: Ремень был перетянут. Не делайте так! В итоге из-за излишнего натяжения ремень “развалил” ролик из предыдущего пункта на две части. И все это произошло во время печати.
Третий фактор: Так как, ДОЛГАЯ печать была близка к завершению, то останавливать ее было жалко. Поэтому, несмотря на посторонние звуки, печать остановлена не была. А при работе увидеть, что там произошло, не было возможности. Итог закономерен — ремень истрепался, и его пришлось менять. Вывод — неоконченная печать не идет ни в какое сравнение с тем, что у вас встанет принтер. Поэтому при возникновении посторонних звуков не поленитесь остановить печать и проверить.
В общем, в тот раз я ремень нашел. Спасиб, Леха, Жидкий Солнц!
Был закуплен ремень на всякий случай, и сейчас валяется.

Мастера, сборщики принтеров, могут предложить, возможно, более качественный вариант.
Ну а вообще на всех других принтерах больше такой проблемы не возникало. Брать или нет дело ваше.
Лично у меня за 4 года ни разу ни на одном принтере не умирал. Но о случаях выхода из строя термонагревателя осведомлен. Поэтому на всякий случай был заказан вместе с других барахлом.

Это тот узел, который у вас рано или поздно сдохнет, от пыли, например. Их может быть несколько, разных размеров. Конечно, регулярная профилактика продлевает жизнь кулеров. Так же как и высокое качество. Но дорогие, качественные кулеры как-то не часто встречаются в принтерах. Поэтому профилактика и купить в запас. Можно конечно бегать у себя в городе и покупать в магазинах электроники или компьютерных, но цены там обычно не очень добрые.
Поэтому пока не пригорело — заказали с Али и пусть лежит.
Надо естественно выбирать, тот, что подходит к вашему принтеру.
Вот мой 40мм для Гефеши.

Лично я не большой поклонник печатать разными соплами. Баловство все это. Если только у вас не большой принтер, и вы печатает большие детали, где надо использовать сопло диаметром 0,8-1,0мм. Для всех остальных задач хватает стандартных 0,3-0,4мм.
Печать соплами 0,1-0,2мм вообще тонкий вид мазохизма. Хотя, если кто-то хочет поэкспериментировать — это его дело.
Дальше. У меня за всю мою четырехлетнюю историю (как раз в последних числах августа 2013 года я получил свой первый Малян) я меня ни разу не засералось насмерть сопло. Вывод за все это время я сделал один — не печатайте всяким нехорошим пластиком и у вас не будет проблем с соплами. Все засоры именно сопла я ловил на дерьмовом пластике или пробниках “левых” материалов. Поэтому, если печатать нормальными материалами, то проблем не будет.
Тем не менее. Ситуации бывают разные и поэтому не грех прикупить сопла про запас. Для экспериментов, например. Вот как мне понадобилось сопло 0,5мм — Pro-Flex, ты не такой как все

Сопла естественно нужно брать, те которые подходят вашему принтеру. Вот это набор для Zenit. Размер 6*12. Закопченное сопло, как раз после работы с ProFlex.
Никогда не имел с этим проблем. Но наслышан о достаточно многих случаях.
Суть — если вы любитель менять сопло, то рано или поздно раз….долбаете резьбу на алюминиевом блоке и тут засоры, просочившийся пластик и прочие прелести.
Я имею ввиду это.

Себе не закупал. Но кому актуально часто менять сопла, то, наверное, стоит выбрать под свой принтер —https://ru.aliexpress.com/store/group/Heater-Block/1944681_505404334.html?spm=a2g0v.12010612.0.0.47d739cThfXyE
Просто ссылка на товар в том же магазине, где я последнюю трубку брал. Таких магазинов на Али куча. Выберите, какой нравится.
Честно говоря, больше ни с чем проблем не имел. Даже стекла со стола у меня не лопаются и не ломаются. Вот же подляна!
И вообще, по моему мнению, большинство проблем возникает, когда шаловливые ручки лезут в принтер. Ну, обычно это не только к принтеру относится.
Пожелание для всех, чтобы вам не понадобились эти предметы из списка никогда. А если случилось такое несчастье — они были под рукой. Я вас предупреждал.
cnc-club.ru
xenon-alien Почётный участник  Сообщения: 4252 Зарегистрирован: 01 янв 2013, 13:13 Репутация: 872 Настоящее имя: Daniel Откуда: Закарпатская обл. Украина Контактная информация:
Сообщения: 4252 Зарегистрирован: 01 янв 2013, 13:13 Репутация: 872 Настоящее имя: Daniel Откуда: Закарпатская обл. Украина Контактная информация:
Re: Ender 3 pro Застрял пластик
- 0
- Цитата
Сообщение xenon-alien » 05 дек 2021, 20:35
Re: Ender 3 pro Застрял пластик
- 0
- Цитата
Сообщение grgl » 05 дек 2021, 20:37
xenon-alien Почётный участник Сообщения: 4252 Зарегистрирован: 01 янв 2013, 13:13 Репутация: 872 Настоящее имя: Daniel Откуда: Закарпатская обл. Украина Контактная информация:
Как вытащить пластик из экструдера?
Перевести головку экструдера в режим «Обслуживание». Извлечь трубку канала, потянув ее вверх. Вытащить пруток филамента из рабочей головки экструдера, нажав на прижимной механизм и аккуратно потянув пластиковую нить вверх.May 17, 2021
Как очистить сопло 3D принтера?
Прогрейте 3D принтер до температуры печати материала, которым печатали последний раз; Аккуратно вставте иглу в отверстие сопла; Не пытайтесь удалить из сопла застывший материал, а только раскрошите его. При последующей печати, новый пруток выдавит оставшиеся крошки сам.
Как очистить сопло от пластика?
Нагрейте сопло до 250 ° C и продавите нить до тех пор, пока вы не увидите выходящий пластик из сопла. охладите экструдер до комнатной температуры, чтобы нить в сопле затвердела. При 90 ° C вытягивайте нить до тех пор, пока она не выйдет из сопла.
Как вытащить пластик из экструдера? Ответы пользователей
Я вас приветствую , такая вот штука интересная , хочу поменять филамент на экструдере, но не могу его вытащить, очень крепко держит его там что то.
Если с заправкой пластика все обычно довольно просто то, как извлечь старую нить из экструдера не всегда есть в инструкции. замена пластика.jpg. Начнем:.
Как правильно менять пластик на 3д принтере? . чтобы вытащить пруток из экструдера, необходимо плавно нажать на прижимной механизм и .
При печати экструдер стал щёлкать. Я остановил печать, подключил принтер к компьютеру, загрузил Pronterface и попытался вытащить пластик .
При не полном остывании пластика будет сложно вытащить пруток из хотенда, но он выйдет полностью. Если все сделано правильно, пластик будет .
Прежде всего следует удалить как можно больше накопившегося пластика. Для этого можно попробовать протянуть ABS или PLA при указанных .
Помогите пожалуйста кто знает. – Форум Picaso 3D Club.
У меня в 3д принтере в трубке от экструдера застрял кусок пластика. Я пытался вставить новый . Спасибо! Но как вытащить тефлоновую трубку?
Более хрупкий пластик, такой как PLA, часто сложнее обрабатывать, чем, например, ABS. Устранение неполадки. ДВОЙНОЙ ЭКСТРУДЕР И РАСТВОРИМЫЕ ВСПОМОГАТЕЛЬНЫЕ .
Как сменить пластик в 3D-принтере самостоятельно: пошаговая инструкция
Современная 3D-печать позволяет создавать предметы и модели удивительной сложности. Однако процесс требует опыта и знаний. Неправильное обслуживание оборудования, в том числе и смена пластиковой нити в случае необходимости, может повредить устройство или привести к потере качества при печати изделий. Для того чтобы подобная проблема не возникала, необходимо тщательно изучить нюансы процедуры перед тем, как приступить к смене филамента. Как правило, для домашней 3D-печати применяется пластик, которому производители придали форму нити, поставляемый в катушках. Именно о замене этого типа материалов и пойдет речь в нашей статье.
Как подготовить 3D-принтер к замене пластика?
Так как заправка – одна из самых сложных задач при трехмерной печати, ей стоит уделить повышенное внимание.
Ключевой задачей пользователя, которому необходимо сменить катушечный филамент в своем 3D-принтере, является подготовка устройства. Подготовка принтера должна осуществляться в строго определенном порядке:
- В первую очередь следует убедиться в том, что устройство подключено к компьютеру USB-кабелем. Необходимо проверить то, насколько плотно шнур вставлен в гнезда входа, а затем проверить работу устройства и его «видимость» для системы.
- С помощью управляющей панели 3D-принтера запустить прогрев устройства до рабочей температуры. Удалить старый филамент из неразогретого принтера практически невозможно, не повредив при этом механизм.
- После того как принтер будет достаточно разогрет, следует осмотреть выходное отверстие экструдера на предмет видимых повреждений и чрезмерных подтеков, а также подготовить необходимые для смены катушки материалы и инструменты.
Как извлечь пластик?
При смене филамента большинство поломок происходит в момент удаления остатков старой пластиковой нити из рабочей головки экструдера.
ВАЖНО! Удаление остатков филамента можно производить только после того, как принтер достаточно нагреется. В противном случае рабочий механизм может быть поврежден, а качество печати заметно снизится.
Для того чтобы удалить нить из экструдера, потребуется:
- Включить нагрев 3D-принтера.
- Дождаться достижения необходимой температуры. Параметры температурного режима должны быть выставлены исходя из характеристик сменяемого и заправляемого материалов. Например, пластики ABS и PLA имеют разные температуры плавления, поэтом замену необходимо производить предельно быстро. При воздействии повышенной температуры PLA быстро деформируется и может забить сопло.
- Далее, если установленное программное обеспечение поддерживает функцию обратного хода, необходимо запустить эту опцию и дождаться выхода нити из соответствующего отверстия.
- Если софт не имеет функции обратного хода, необходимо вручную очистить канал, максимально близко к выходному отверстию обрезав старую нить и вставив новую.
- В ходе прогона пластик со старой катушки постепенно выйдет из сопла экструдера, и его место займет новый филамент.
ВАЖНО! В момент, когда старый материал во время прогона сменяется новым, рекомендуется отрегулировать температуру нагрева головки, исходя из характеристик нового пластика.

Замена пластика
Для того чтобы заменить старую пластиковую нить в экструдере на новый материал, необходимо:
- Удалить остатки старой нити.
- Перевести головку экструдера в режим «Обслуживание».
- Извлечь трубку канала, потянув ее вверх.
- Вытащить пруток филамента из рабочей головки экструдера, нажав на прижимной механизм и аккуратно потянув пластиковую нить вверх.
- Заправить конец пластиковой нити с новой катушки, ослабив воздействие прижимного механизма, и аккуратно надавив на конец прутка.
- Когда новая нить заправлена в подающий механизм, трубку канала необходимо вернуть в экструдер.
- Завершающий этап – протяжка филамента. Рекомендуется вывести от 30 до 50 единиц материала, прогрев принтер до необходимой температуры и сразу же удаляя выделяющийся материал. Осуществить это действие можно с управляющей панели, выбрав команду.
- Сигналом, говорящим о том, что замена пластиковой нити в 3D-принтере прошла успешно, станет однородность выделяемого материала и отсутствие потеков в процессе.
Возобновление работы
Для того чтобы возобновить работу после смены катушки с филаментом, необходимо вернуть 3D-принтер в исходное положение. Для этого потребуется повторно воспользоваться разделом управляющей панели RepetierHost и командой Home.
В том случае, если все действия были выполнены верно, печать может быть возобновлена.
Технология 3D-печати открыла новые возможности для пользователей по всему миру. Но оборудование, позволяющее осуществлять трехмерную печать, требует тщательной настройки и грамотного обслуживания. Замена катушечного филамента – важный этап работы. При смене пластиковой нити необходимо четко следовать рекомендациям производителя. Это позволит избежать множества ошибок, которые могут происходить из-за неправильной смены пластика, и некачественной печати впоследствии.