Sorry, you have been blocked
This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.
What can I do to resolve this?
You can email the site owner to let them know you were blocked. Please include what you were doing when this page came up and the Cloudflare Ray ID found at the bottom of this page.
Cloudflare Ray ID: 8025f3212b2f2a17 • Your IP: Click to reveal 86.107.21.84 • Performance & security by Cloudflare
В чем заключается программирование в абсолютных координатах
Система координат в станках с ЧПУ является важным аспектом программирования. В зависимости от способа задания координат, можно выделить несколько типов систем координат:
Программная система координат (G54-G59)
Программная система координат является одной из основных систем координат в станках с ЧПУ. В этой системе координат производится задание программистом расположения детали на станке с ЧПУ. На станке можно задать несколько программных систем координат (обычно от G54 до G59), что позволяет быстро переключаться между ними в процессе обработки детали. Каждая программная система координат хранит информацию о расположении начала координат, что упрощает задание точных координат для обработки деталей.
Работая в программной системой координат программист ЧПУ может использовать абсолютную или инкременную (относительную) систему координат в управляющей программе:
Абсолютная система координат (G90)
В абсолютной системе координат каждая координата задается относительно начала координат машины. Это означает, что координаты для каждой точки задаются в абсолютных единицах измерения. Эта система координат наиболее часто используется в процессе программирования станков с ЧПУ.
В инкрементной системе координат каждая координата задается относительно предыдущей координаты. Это означает, что координаты для каждой точки задаются в относительных единицах измерения, что упрощает программирование относительных перемещений.
Также можно работать в полярной системе координат. За это отвечают следующие подготовительные коды G15/G16.
Локальная система координат (G52)
Локальная система координат определяется относительно текущего положения инструмента. Эта система координат позволяет производить обработку деталей, которые имеют нестандартную форму или расположение относительно осей координат станка с ЧПУ.
Машинная система координат
Машинная система координат — это система координат, которая определяется конкретной моделью станка с ЧПУ. В машинной системе координат обычно используется комбинация абсолютных и относительных координат, которые позволяют программировать перемещения инструмента по станку в соответствии с его конструкцией и особенностями.
Абсолютные и относительные координаты. Рабочая плоскость
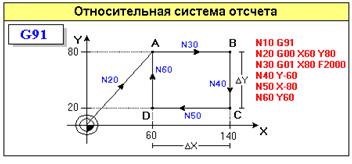
Программирование в абсолютных координатах – G90. Программирование в относительных координатах – G91. Инструкция G90 будет интерпретировать перемещения как абсолютные значения по отношению к активной нулевой точке. Инструкция G91 будет интерпретировать перемещения как приращения по отношению к ранее достигнутым положениям. Эти инструкции являются модальными.

Установка значений координат – G92. Инструкцию G92 можно использовать в кадре без осевой (координатной) информации или с осевой координатной информацией. При отсутствии осевой информации все значения координат преобразуются в систему координат станка; при этом снимаются все компенсации (коррекции) и смещение нуля. При наличии осевой информации указанные значения координат становятся текущими. Данная инструкция не инициирует каких-либо перемещений, действует в рамках одного кадра.
N…G92 X0 Y0 /Текущие значения координат X и Y устанавливаются в нуль. Текущее значение координаты Z остается неизменным.
N…G92 /Снимаются коррекции и смещения нуля.
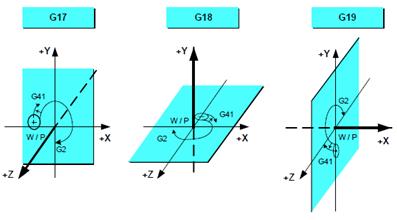
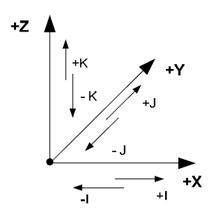
Выбор плоскости – G17 (плоскость XY), G18 (плоскость XZ), G19 (плоскость YZ). Инструкции определяют выбор рабочей плоскости в системе координат детали или программы. Работа инструкций G02, G03, G05, программирование в полярных координатах, эквидистантная коррекция непосредственно связаны с этим выбором.
Траектории движения (типы интерполяции)
| Инструкция | Описание |
| G00 | Линейная интерполяция при ускоренном перемещении с торможением |
| G01 | Линейная интерполяция со скоростью подачи |
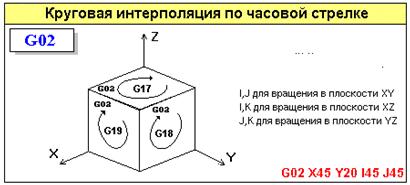
| G02 | Круговая интерполяция по часовой стрелке |
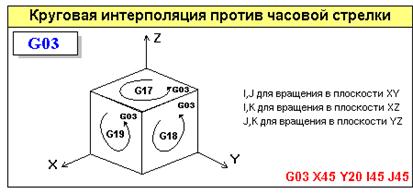
| G03 | Круговая интерполяция против часовой стрелки |
| G05 | Круговая интерполяция с выходом на круговую траекторию по касательной |
| G200 | Линейная интерполяция при ускоренном перемещении без торможения |
| G202 | Винтовая интерполяция по часовой стрелке |
| G203 | Винтовая интерполяция против часовой стрелки |
Линейная интерполяция предполагает движение по прямой линии в трехкоординатном пространстве. Перед началом интерполяционных расчетов система ЧПУ определяет длину пути, исходя из запрограммированных координат. В процессе движения осуществляется контроль контурной подачи так, чтобы ее величина не превышала допустимых значений. Движение по всем координатам должно завершиться одновременно.
При круговой интерполяции движение осуществляется по окружности в заданной рабочей плоскости. Параметры окружности (например, координаты конечной точки и ее центра) определяются до начала движения, исходя из запрограммированных координат. В процессе движения осуществляется контроль контурной подачи так, чтобы ее величина не превышала допустимых значений. Движение по всем координатам должно завершиться одновременно.
Винтовая интерполяция представляет собой комбинацию круговой и линейной.
Линейная интерполяция при ускоренном перемещении — G00, G200. В процессе ускоренного перемещения запрограммированное перемещение интерполируется, а движение к конечной точке осуществляется по прямой линии с максимальной скоростью подачи. Скорость и ускорение подачи, по крайней мере для одной оси, — максимальны. Скорость подачи других осей контролируется таким образом, чтобы движение всех осей завершилось в конечной точке одновременно. Пока инструкция G00 активна, движение замедляется до нуля в каждом кадре. Если же в замедлении скорости подачи до нуля в каждом кадре необходимости нет, то вместо G00 используют G200. Значение максимальной скорости подачи не программируют, но задают так называемыми «машинными параметрами» в памяти системы ЧПУ. Инструкции G00, G200 являются модальными.

Линейная интерполяция с запрограммированной скоростью подачи — G01. Перемещение с заданной скоростью подачи (в F слове) по направлению к конечной точке кадра осуществляется по прямой линии. Все координатные оси завершают движение одновременно. Скорость подачи в конце кадра снижается до нуля. Запрограммированная скорость подачи является контурной, т.е. значения подачи для каждой отдельной координатной оси будут меньше. Значение скорости подачи обычно ограничивают настройкой «машинных параметров». Вариант комбинации слов с инструкцией G01 в кадре: G01_X_Y_Z_F_.

Круговая интерполяция – G02, G03. Перемещение в кадре осуществляется по окружности с контурной скоростью, заданной в активном F-слове. Движение по всем координатным осям завершается в кадре одновременно. Эти инструкции модальны. Приводы подачи задают перемещение по окружности с запрограммированной подачей в выбранной плоскости интерполяции; при этом инструкция G02 определяет движение по часовой стрелке, а инструкция G03 – против часовой стрелки. При программировании окружность задают с помощью ее радиуса или координат ее центра. Дополнительная опция программирования окружности определяется инструкцией G05: круговая интерполяция с выходом на траекторию по касательной.
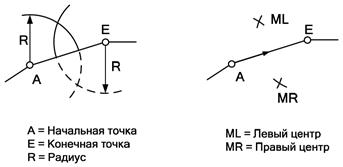
Программирование окружности при помощи радиуса. Радиус всегда задают в относительных координатах; в отличие от конечной точки дуги, которая может быть задана как в относительных, так и в абсолютных координатах. Используя положение начальной и конечной точек, а также и значение радиуса, система ЧПУ прежде всего определяет координаты окружности. Результатом расчета могут стать координаты двух точек ML, MR, расположенных соответственно слева и справа от прямой, соединяющей начальную и конечную точки.
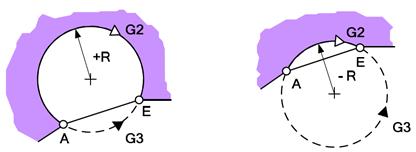
Расположение центра окружности зависит от знака радиуса; при положительном радиусе центр будет находиться слева, а при отрицательном радиусе – справа. Расположение центра определяется также инструкциями G02 и G03.
Вариант комбинации слов с инструкцией G03 в кадре: N_G17_G03_X_Y_R±_F_S_M. Здесь: инструкция G17 означает выбор круговой интерполяции в плоскости X/Y; инструкция G03 определяет круговую интерполяцию в направлении против часовой стрелки; X_Y_ представляют собой координаты конечной точки дуги окружности; R – радиус окружности.
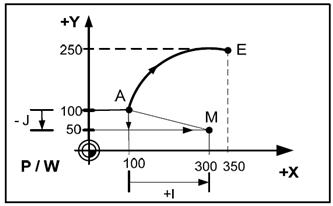
Программирование окружности при помощи координат ее центра. Координатные оси, относительно которых определяется положение центра, параллельны осям X, Y и Z соответственно, а соответствующие координаты центра имеют наименования I, J и K. Координаты устанавливают расстояния между начальной точкой дуги окружности и ее центром М в направлениях, параллельных осям. Знак определяется направлением вектора от А к М.
N… G90 G17 G02 X350 Y250 I200 J-50 F… S… M…
Пример программирования полной окружности: N… G17 G02 I… F… S… M…

Круговая интерполяция с выходом на круговую траекторию по касательной – G05. Система ЧПУ использует инструкцию G05 для расчета такого кругового участка, выход на который из предыдущего кадра (с линейной или круговой интерполяцией) осуществляется по касательной. Параметры формируемой дуги определяются автоматически; т.е. программируется только ее конечная точка, а радиус не задается.

Винтовая интерполяция – G202, G203. Винтовая интерполяция складывается из круговой интерполяции в выбранной плоскости и линейной интерполяции для остальных координатных осей, общим числом до шести круговых осей. Плоскость круговой интерполяции определяется инструкциями G17, G18, G19. Движение по окружности по часовой стрелке осуществляется соответственно инструкцией G202; движение по окружности против часовой стрелки – G203. Программирование окружности возможно как с использованием радиуса, так и с использованием координат центра окружности.
Программирование в абсолютной и относительной системах отсчета.
Перемещение инструмента в программе можно задавать 2 способами в абсолютной и относительной системах отсчета.
Иногда относительную систему называют приращениями.
Абсолютный способ отсчета координат – положение начала координат фиксировано (неподвижно) для всей программы обработки заготовки. При составлении программы записываются абсолютные значения координат последовательно расположенных точек, заданных от начала координат. При обработке программы координаты каждый раз отсчитываются от этого начала, что исключает накапливание погрешности перемещений в процессе обработки программы.
Относительный способ отсчета координат – за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимает перед началом перемещения к следующей опорной точке. В этом случае в программу записываются приращения координат для последовательного перемещения инструмента от точки к точке. Этот способ отсчета используется в контурных системах ЧПУ. Точность позиционирования исполнительного органа в данной опорной точке определяется точностью обработки координат всех предыдущих опорных точек, начиная от исходной, что приводит к накапливанию погрешностей перемещения в процессе обработки программы.
Деталь, у которой размеры поставлены от определенной базы в данном случае от левого торца детали такую деталь удобней программировать в абсолютной системе отсчета. Однако программировать перемещение предмета в абсолютной системе отсчета при простановке размеров цепочкой неудобно, т.к. оператор вынужден проводить дополнительные подсчеты.
При программировании в относительной системе отсчета соответствующий кадр записывается специальным символом …. Эти кадры записываются также знаком + или – в зависимости от того в каком направлении перемещается инструмент по соответствующей оси.
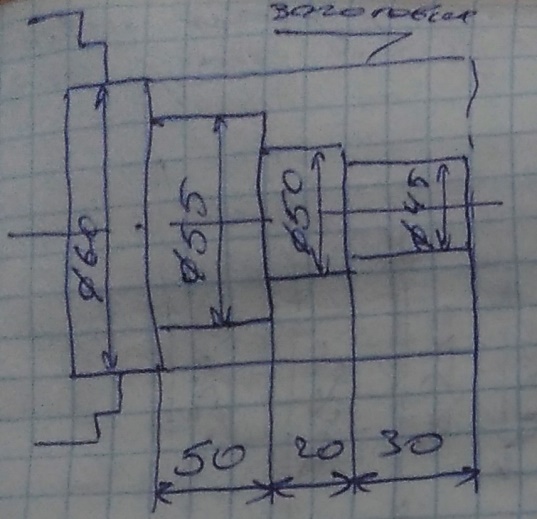
Чертеж детали с размерами в относительной системе отсчета (приращениях)
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями: