Хон или Зеркало в цилиндрах что лучше

Что такое Хон — Это так скажем поперечные риски в цилиндрах двигателя.
Как их делают специальным оборудованием, в котором закреплен Хон это три пластинки камня бывают трех размеров.
Многие считают что если идеальное зеркало на гильзах в двс, то значит все в порядке! Но это не совсем так!
Если у вас на гильзах идеальное зеркало и нет поперечных рисок, то это плохо (но не для всех, у кого-то с завода изначально зеркало) ! Спросите почему? Потому что масло не задерживается в гильзе и уходит, а оно должно смазывать поршневые кольца! Так же хон сопутствует тому, что у вас не будут появляться задиры на гильзах.
Изначально исправного двигателя к концу его ресурса хон постепенно исчезает. исчезающий хон превращается в "набивающееся", зеркало. вот на этой первой стадии смерти хона (хон "частично" превратился в зеркало, но кольца пока еще живы) происходит уменьшение жора масла увеличивается немного компрессия.
Ввиду того, что на цилиндрах масла нет (ибо негде ему там прятаться, цепляться (на больших оборотах), кольца начинают изнашиваться и помирают. кольца умерли — расход резко вырос. Так же при нормальной эксплуатации Хон сохраняется на всем протяжении ресурса двигателя и никуда не девается. Не бывает никаких обкаточных притирочных хонов.
Еще мнение из интренета.
"Зеркальными цилиндры сразу, в размер с поршнями при капиталке. Чем это плохо? Тем что масло не держится на нем? Так как по мне — это бред, все везде держится. А то что кольцам лучше скользится по гладкой поверхности чем по наждачке это я думаю логично."
Найти можно его во многих магазинах с инструментами…
Он продается с насадкой под дрель . В дальнейшем если вам опять понадобится хон, он продается и отдельно, в упаковке комплект из 3 шт.
Как пользоваться хоном?
Нельзя так делать в современных двигателях и с новыми маслами.
Хон должен наносится на специальном оборудованием с высокой точностью до тысячных мм, оборудование должно иметь по минимуму соединений и отсутствие люфтов если есть соединения. Определённая траектория движения задается (компьютером, чпу) скорость движение число проходов и глубина хона и т.д.
Одеваем насадку на дрель или шуруповёрт, вставляем в гильзу и медленным вращением начинаем проходить вверх вниз по тому месту, где ходят поршня. После не продолжительных таких действий можно увеличивать скорость, но не до максимума! Еще забыл отметить то, что дрель надо держать как можно ровнее! Иначе можете повредить гильзу креплением хона. Если вдруг у вас есть небольшие выработки, хон их затёрт, но только небольшие.
Повторюсь, что хон не дает двигателю голодать от масла, он задерживает масло на гильзах и ход поршня смазывается за счёт него.
————————————————————————————————————————————————————
Так добавлю еще немного инфы.
Если у вас нет хона — это тоже может быть нормально, так как с завода изготовителя на движке было зеркало! и это нормально и можно не мудрить на него хон.
Если у вас есть хон, при нормальной эксплуатации он сохраняется на всем протяжении.
Какой то обкаточный хон и тд и тп если у вас его не было думаю он вам и не нужен оставляйте зеркало.
Различие в системе смазки, где что применяют, из-за это где то ХОН, а где то Зеркало.
Хон вовсе не лучше, оно технологически проще (и дешевле) для авто производителей.
Если отказаться от хона, то надо технологически затратно изменять конструкцию поршней, обеспечивая через них эффективную смазку. Кроме этого надо будет "мудрить" над смазкой под давлением (через сопла) зеркала цилиндров. Ну и наконец надо будет изменить форму колец (особенно верхних компрессионных (как я понимаю — кольца уже не зеркальные а с рисками или углами заточки и тп ) все для тоже самой цели — улучшении смазки. Вот и встает вопрос а надо ли это авто производителям — конечно нет. Вот хон повсеместно и вытеснил ранее известные "зеркальные" системы.
Хонингование цилиндров двигателя: особенности процедуры
Все элементы двигателя внутреннего сгорания в процессе эксплуатации подвергаются сильным нагрузкам, поэтому изнашиваются. Периодически требуется проводить их обслуживание для восстановления изначальных свойств силового агрегата. Хонингование цилиндров – сложный технологический процесс шлифовки поверхностей. Это финальный этап капитального ремонта двигателя.

Что такое хонингование цилиндров, и для чего оно нужно?
При износе силового агрегата наблюдается ухудшение мощностных, динамических характеристик, снижается компрессия, повышается расход топлива.
Проблема часто кроется в том, что во время его эксплуатации на стенках появляются царапины, шероховатости.
Чтобы избавиться от подобных дефектов, нужно провести хонингование. Процедура помогает сохранить первоначальную форму, устранив признаки конусовидности или бочкообразности. Подобные эффекты нередко возникают после расточки.
Виды хонингования цилиндров
Эта процедура предполагает воздействие абразивом на поверхность детали. Хонингование цилиндров двигателя обеспечивает нужную точность размеров изделия, необходимый уровень шероховатости. В качестве абразива чаще выступает брус с алмазным, бакелитовым, керамическим или другим видом напыления.
Наиболее распространенные виды процедуры:
- Сухая. Наиболее грубая обработка, т.к. не используется специальная смазочная жидкость.
- Электрохимическая. Достаточно технологичный метод обработки. При проведении такого хонингования используются абразив, химические реагенты, электрический ток. Это способствует прохождению окислительных реакций и лучшему результату обработки.
- Вибрационная. Метод считается щадящим. Кроме абразива используется вибрационное воздействие.
- Экструзивная. Это машинная обработка, предполагающая продавливание специальной густой массы, содержащей абразив, через отверстия.

Требования к процессу и оборудованию
В зависимости от особенностей конструкции хонинговальный станок бывает вертикальным, горизонтальным. Последний считается более универсальным приспособлением, т.к. позволяет обрабатывать изделия большой длины.
К главным составляющим станка относят:
- корпус;
- линейные направляющие;
- каретку;
- насос для охлаждения жидкости;
- хонинговальный инструмент;
- зажим;
- электрическое оборудование;
- панель управления.
Шлифовальные бруски предназначены исключительно для обработки цилиндров. Их ресурс относительно небольшой. Выбор зависит от диаметра отверстий, материала, из которого изготовлена деталь, других технических характеристик. Их делают на бакелитовой или керамической основе.
Наиболее распространенные абразивы:
- эльбор;
- алмазная крошка;
- зеленый карбид кремния;
- белый электрокорунд.
Более качественными считаются бакелитовые бруски, т.к. они эластичные, прочные.
Часто при проведении процедуры используется специальная смазка, которая в дальнейшем приводит к созданию сульфидной пленки на поверхности, снижая скорость ее износа.
Процесс и особенности хонингования цилиндров ДВС
При проведении капитального ремонта силового агрегата крайне важно соблюсти последовательность действий.
Этапы расточки и хонингования
Процесс ремонта цилиндров включает такие этапы:
- Расточку. Ранее эта процедура не проводилась. Делают отступ на 1–2 мм, удаляют поверхностный слой до 1 размера. Чаще для этого используют грубый абразив.
- Хонингование. Процедура предназначена для восстановления нужной формы и устранения шероховатости. С помощью специальных брусков, расположенных в головке, совершающей поступательно-возвратные движения, устраняют царапины и другие явные дефекты.
Нанесение хона на стенки цилиндров
В заводских условиях для финишной обработки используется специальная абразивная паста. Ее наносят механически, продавливая через цилиндры под давлением. Дополнительно может проводиться обработка молибденом.
В условиях небольших автомастерских данный этап часто игнорируется из-за высокой цены на расходные материалы и оборудование.

Как обрабатывают отверстия некруглой формы?
Современные хонинговальные станки оснащены специальными приспособлениями. Они помогают обрабатывать даже неглубокие, несквозные отверстия, а также канавки, шпоночные пазы.
Кроме того, можно выполнять шлифовку некруглых и конических полостей. Это возможно, т.к. бруски в таких станках находятся в особом корпусе, состоящем из 2 муфт, пневматической камеры, колодок.
По канавкам подается воздух. Давление приводит к прижатию головки к обрабатываемой поверхности. При этом колодки могут менять угол, что позволяет шлифовать отверстия даже сложной конфигурации.
Обработка цилиндров после хонингования
После завершения шлифовки цилиндров выполняется крацевание. Оно направлено на устранение остатков абразива, а также открытие графитовых зерен. При проведении процедуры используют специальные щетки, изготовленные из нейлоновых нитей с кремниевыми кристаллами.
Стоит ли делать хонингование своими руками?
Эта процедура сложная, но многие, стараясь сэкономить, пытаются провести ее самостоятельно.
Для этого они используют следующие материалы:
- электродрель;
- хон-насадку;
- ветошь;
- масло;
- очки для защиты глаз.
Их покупка часто нивелирует предполагаемую экономию. У каждой серии двигателей есть различия в угле пересечения рисок хонинговальной сетки, неодинакова и степень шероховатости.
Кроме того, при проведении процедуры необходимо учесть немало других тонкостей, без которых выполнить шлифование качественно невозможно.
Таким образом, не рекомендуется проводить хонингование цилиндров своими руками. Это не только может привести к лишней трате сил и средств, но и стать причиной критического повреждения стенок.
В этом случае восстановить деталь будет нельзя. Лучше обратиться в специализированный автосервис, где есть необходимое оборудование и расходные материалы.
Хонингование цилиндров – как повысить производительность двигателя?
Хонингование цилиндров – это абразивная обработка внутренней поверхности цилиндра с помощью специальных материалов (хонов). Этот процесс позволяет обеспечить необходимый микропрофиль стенок цилиндра, который нужен для эксплуатации двигателя.
1 Хонингование цилиндров – повышение ресурсов двигателя
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ. В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины. От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.

Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз). С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности. Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков). Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания. При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец. В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
2 Основные этапы и инструменты для обработки поверхности
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа. Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Процесс чернового хонингования во многом аналогичен процессу силовой расточки цилиндров, однако хонинговка позволяет добиться большей производительности детали.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.

На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
3 Как выполнить хонингование своими руками, и что вам в этом поможет?
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон. Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями. Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор. Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.

Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы. Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь «освежит» стенки цилиндра, но не исправит проблему, и вскоре она появится снова. Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
Хон цилиндров и сила трения в двигателе или как остановить износ

Хонингование цилиндров (нанесение хона, хонинговка цилиндров) — абразивная обработка поверхностей при помощи хонов (хонинговальных головок). Под такими головками следует понимать головку специнструмента, на которой закреплены абразивные бруски. Хонинговка зачастую применяется для того, чтобы произвести обработку внутренних цилиндрических отверстий. Процесс хонингования предполагает сочетание вращательных и возвратно-поступательных движений хона с закрепленными раздвижными абразивными брусками. Также хонингование сопровождается постоянным нанесением на обрабатываемую поверхность специальной жидкости для смазки и охлаждения.
Финальный хон на стенках цилиндров представляет собой своеобразную шершавую сетку, которая способствует удержанию необходимого количества моторного масла на стенках цилиндров и позволяет улучшить приработку и смазку трущихся деталей. Данная процедура направлена на обеспечение качественной приработки деталей ЦПГ (в частности, поршневых колец и стенок цилиндров). Также хонинговка способна увеличить ресурс двигателя после сборки, повысить эффективность работы системы смазки двигателя. В последнем случае хон на стенках цилиндров позволяет стабильно удерживать смазку, в результате чего образуется достаточная по толщине масляная пленка, улучшается смазывание и охлаждение нагруженных деталей, минимизируются потери на трение.
ДЛЯ ЧЕГО НУЖНО ХОНИНГОВАНИЕ ДВИГАТЕЛЯ?
Хониногование производят для уменьшения шероховатости стенок цилиндров и чтобы улучшить приработку поршневых колец и самим поршней. Оно увеличивает срок службы отремонтированного двигателя.
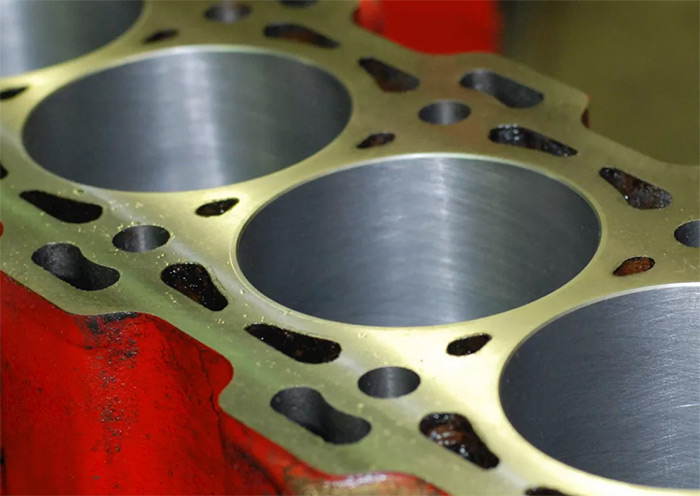
В процессе эксплуатации двигатель сильно изнашивается и теряет свою первоначальную форму. Это, в главной степени, относиться к цилиндрам двигателя. Если они изначально были круглыми, то со временем они принимают овальную форму (эффект конусности). Также на стенках цилиндров двигателя образуются задиры и царапины. Все эти причины ведут только к одному — к капитальному ремонту двигателя. При «капиталке» специалисты растачивают цилиндры до первого ремонтного размера. Чтобы сохранить правильную форму цилиндров двигателя и достичь оптимальной шероховатости применяют хонингование.
Хонингование цилиндров — это финишный этап в обработке и капитальном ремонте мотора. По сравнению с традиционными доводочными операциями, такими как полирование или притирка требуемой поверхности, хонингование обладает точностью и большей эффективностью. Плосковершинное хонингование имеет ряд преимуществ. Его задача — эта тщательная обработка цилиндров двигателя для последующей работы. В результате хонингования цилиндры мотора и поршневые кольца быстрее прирабатываются, а значит меньший износ деталей мотора и повышение эффективности работы. За счет быстрой приработки деталей повышается компрессия в цилиндрах и увеличивается срок службы мотора до следующего капитального ремонта. Также, значительно уменьшается расход моторного масла и сокращается прорыв газов в картер.
Особенность хонингования — образование на цилиндрах сетки, которую можно заметить при тщательном осмотре. Она нужна, чтобы удерживать масло на стенках цилиндров мотора, в результате чего повышается обильная смазка трущихся деталей двигателя.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
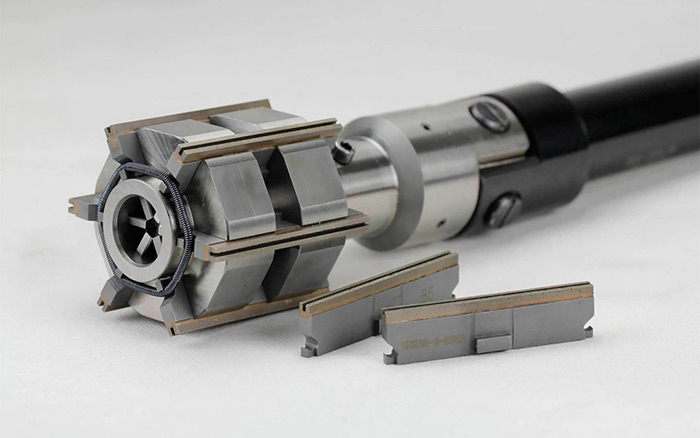
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Видео
Когда нужна хонинговка

Нет общего срока, когда элементам двигателя понадобится эта процедура. Хонингуют цилиндры по достижении определенного уровня износа, а для каждого мотора это будет свое значение времени работы. На износ влияет бензин, используемое владельцем авто моторное масло, стиль вождения (темп езды), исправность сопутствующих систем и т. д.
На заметку!
В среднем работы проводятся, когда пробег транспортного средства достигает значения в 100 тыс. км и более.
Определить, что хон в цилиндрах двигателя уже нужен, помогают внешние признаки. Чем интенсивнее проявляется проблема, тем скорее нужно проводить обработку. Если владелец авто заметил один из нижеприведенных маркеров, следует показать авто слесарям для проведения работ.
Список возможных признаков:
- Появление синего дыма из выхлопной трубы.
- Нестабильность оборотов двигателя на холостом ходу.
- Снижение мощности мотора.
- Возросший расход масла по сравнению с прошлыми измерениями.
Возникшая необходимость нанесения хона на блоки цилиндров часто вызывает полную совокупность этих факторов – они тесно связаны. Синеватый дым на выхлопе образуется, когда кольцо поршня не собирает масло с цилиндрической поверхности без остатка. Масляные следы остаются и сгорают вместе с топливом. Так как дефекты внутреннего канала приводят к пустому сгоранию машинного масла, его расход возрастает.
Изменениями в цилиндре также объясняется снижение мощности двигателя и нестабильность его работы. Кольца поршня неплотно примыкают к стенам цилиндра, нарушение герметичности приводит к попаданию в картер газов, а они снижают компрессию в камере сгорания. Поскольку газообразные продукты горения пропадают впустую, транспорту требуется больше бензина.
Хонингование исправит цилиндрические поверхности, после чего все сопутствующие проблемы с машиной исчезнут.
Безгильзовые двигатели

Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
Немного теории и технологии
Хонингование
– (от англ. honing, от hone – хонинговать, буквально – точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Проведение работ
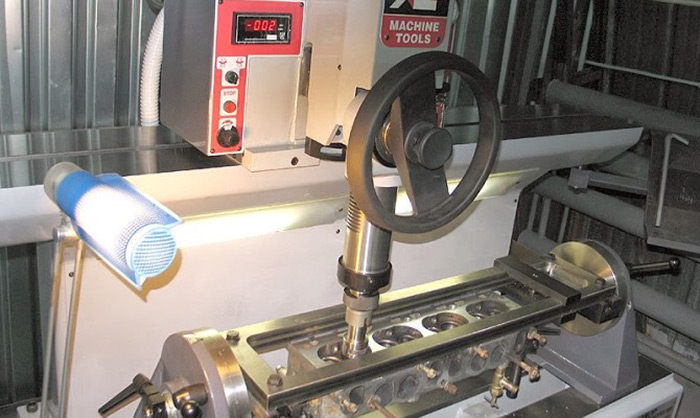
 Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Для получения качественного результата необходим хонинговальный станок. Такое оборудование используют в больших специализированных автомастерских, занимающихся ремонтом дизельных и бензиновых двигателей.
Блок цилиндров выставляется и закрепляется на столе станка так, чтобы отверстия или гильзы располагались строго вертикально. Это главное условие. Хонинговальную головку помещают вовнутрь. Муфтой регулируется нужный размер отверстий.
Процесс обработки проводится с применением рабочих жидкостей. Для обработки чугунов используют керосин, а для обработки сталей — смесь керосина с маслом. Все чаще стали применяться эмульсии СОЖ. Например, 7% водный раствор НСК-5.
Интересно, что во время хонингования происходит упрочнение поверхности на глубину до 0,06 мм. При давлении абразивных брусков равном 5 кгс/см2 твердость повышается на 10−15%. При обработке легированных сталей и давлении, равном 70 кгс/см2, значение твердости увеличивается до 70%.
Особенности инструмента для хонингования
Инструментом для хонингования служит головка. В ней располагается регулировочный стержень 1. Изменяя его длину (закручивая или раскручивая гайки), добиваются изменения положения абразивных брусков.
Внутри головки смонтирован двусторонний конический регулируемый стержень 1, посредством которого радиальные стержни вместе с абразивными брусками раздвигаются, регулируя диаметральный размер и компенсируя износ абразивных брусков 4. Перемещение возможно до 0,5…2,8 мм. По мере износа нужно восстанавливать размер обтачивания, поэтому у оператора станка есть возможность получать нужный размер без замены брусков.
Специальные цилиндрические фиксаторы 5 не позволяют изменять выставленный размер. Точность обработки соответствует 1-2 классу. Можно добиться зеркального блеска получаемой поверхности.
Хонинговальная головка используется со специальным станком 3Г833. В нем имеется вертикальный жесткий вал. Он позволяет получать жесткое вращение инструмента без признаков биения.

Конструкция хонинговальной головки: 1 – стержень для изменения наружного диаметра раздвижения хонов; 2 – обрабатываемая деталь; 3 – шпиндель; 4 – бруски абразивные; 5 – цилиндрический фиксатор
Наружное хонингование выполняется на приспособление, которое может быть установлено на токарные станки. Для крупных станков типа ДИП-300 или ДИП-400 применяют головку наружного хонингования ХНП-150. Она позволяет производить наружное полирование деталей диаметром до 150 мм.

Головка наружного хонингования ХНП-150: 1, 2, 7 и 8 – бруски абразивные; 3, 6 – колодки фиксирующие разжимные; 4, 5 – скобы для фиксации
В шпиндель станка устанавливают деталь. На суппорте располагают приспособление для хонингования. Вращающаяся деталь находится в зоне действия брусков, которые обтачивают поверхность. Выполняется продольная подача инструмента в разные стороны.
Как правильно наносить хон на стенки цилиндров
Начнем с того, что процесс правильного хонингования в заводских условиях является достаточно сложным. Об этом мы поговорим немного позже. Что касается ремонта ДВС в автосервисах или специализированных мастерских, хонинговка цилиндров происходит в два основных этапа:
- начальная обработка при помощи закрепленных на хонголовке брусков с крупным абразивом;
- финальное хонингование, которое предполагает финишную обработку цилиндра мелкозернистым абразивом. Такой абразив позволяет добиться высокоточной обработки поверхностей;
Полным окончанием процесса хонингования цилиндров является мойка блока цилиндров (БЦ) для удаления металлической стружки, а также остатков полировочных паст. Далее в процессе сборки двигателя можно рассчитывать на правильную посадку поршневых колец, быструю притирку и качественную герметизацию камеры сгорания. Добавим, что абразив для хонингования цилиндров представляет собой как керамические, так и алмазные бруски. Керамический брусок имеет определенные преимущества перед алмазными абразивами, так как так4ой хонбрусок более долговечен, что в итоге определяет меньшую стоимость керамического хонингования по сравнению с алмазными решениями.
Теперь поговорим о профессиональном хонинговании, которое предполагает наличие дорогостоящего сложного оборудования. Такое хонингование применяется во время изготовления новых ДВС, а также для восстановления двигателей в условиях, максимально приближенных к заводским. Хонингование следует понимать как создание на стенке цилиндра не просто хаотичной сетки, а определенного микропрофиля на поверхности. Другими словами, хон в цилиндре является совокупностью рисок, которые пересекаются между собой. Также большую роль играет глубина указанных рисок, их расположение по отношению друг к другу. От данных факторов напрямую зависит компрессия в цилиндрах, мощность двигателя, расход топлива и моторного масла на угар, а также ресурс всей ЦПГ и самого двигателя.
Такой угол называется углом хонингования. Также имеется зависимость от типа абразива и его зернистости, что влияет на финальное качество и структуру хона. От вида хонбруска зависит степень шероховатости поверхности, глубина и сами размеры наносимых рисок. Весь процесс нанесения хонинговки разделяется на начальный и финишный. На каждом этапе используются разные бруски. Точный контроль шероховатости поверхности становится возможным благодаря последующей визуализации диаграмм микропрофиля хона. Угол хонингования задается посредством использования специальных шаблонов-пленок.
- Для формирования поверхности на начальном этапе хонингования, которая достаточно грубая, имеет глубокие риски и повышенную шероховатость, потребуется использование абразива с крупным зерном. Для этого применяются алмазные хонбруски, которые выполнены на медной основе. Весь процесс чернового хонингования сопровождается обильной подачей смазочно-охлаждающей жидкости. Это необходимо для эффективного удаления из области нанесения хона механических частиц, остатков абразива и т.д.
- После алмазного хонингования грубая поверхность не позволяет сразу начать монтаж остальных элементов ДВС, так как кольца и поршень в таком цилиндре работать не смогут. Иногда алмазное хонингование является альтернативным силовым способом расточки цилиндров двигателя. Затем грубая поверхность снова проходит обработку абразивом с меньшим зерном. Такая обработка позволяет добиться формирования нового микропрофиля на стенках цилиндров. Завершающим этапом процесса хонингования является повторная обработка мелкозернистым абразивом, что позволяет добиться планового ремонтного размера цилиндра.
- По окончании завершения формирования «чистовой» поверхности дополнительно проводится так называемое дополнительное хонинговое крацевание. Данная процедура не направлена на дальнейшую расточку цилиндра, главной задачей является очистка полученного ранее микропрофиля от остатков хонинговальных абразивов. Также крацевание чугунного цилиндра позволяет открыть графитовые зерна. Применительно к чугуну это позволяет дополнительно снизить трение и уменьшить механические потери, а также замедлить износ. Для крацевания применяются щётки, в основе которых лежат нейлоновые нити, а также присутствуют кремниевые кристаллы.
Добавим, что хонингование также допускает нанесение дополнительного слоя специальных антифрикционных покрытий. Хонинговать можно как чугунные блоки цилиндров, так и некоторые БЦ, выполненные из сплавов алюминия. Большой популярностью сегодня пользуется плосковершинное хонингование, которое фактически аналогично классическому методу. Отличия плосковершинной хонинговки от обычного метода нанесения хона состоят в материалах и брусках, которые используются при обработке плосковершинным способом.
Но почему «Механика»?
Выше мы упомянули – и неспроста. Это признанный эксперт в деле моторного ремонта. А вот и аргументы.
Автомобильные двигатели стремительно меняются. Увеличивается мощность при одновременном сокращении размеров агрегата. Термическая и механическая нагрузка на детали растет. А значит, совершенствуются конструкционные материалы для поршневых колец, поршней и блоков цилиндров. Меняются и сами кольца – уменьшается их высота, а число колец сокращается.
Все это необходимо знать, непрерывно отслеживать все новости отрасли, и прежде всего – инновационные решения производителей двигателей.
Так вот, сотрудники «Механики» держат руку на пульсе мирового автопрома. Но не забывают и классические технологии. Поэтому здесь отремонтируют и старый добрый «атмосферник», и новейший турбированный агрегат, рожденный под флагом downsizing.
Как уже говорилось, здесь проводят точную диагностику. А значит, выбирают правильную технологию ремонта.
В этой компании великолепный станочный парк, включая современные хонинговальные станки Sunnen. А работают на них опытные мастера. Эти не «прослабят» допуски, они чувствуют металл интуитивно.

(фото: станок для хонингования бц)
Инструмент – хонинговальные бруски и щетки – здесь импортные. Смазочно-охлаждающая жидкость (СОЖ) высшего качества. Она омывает инструмент и блок во время операции, тут же фильтруется и вновь подается в рабочую зону.
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.
Хонголовка с хонбрусками в цилиндре
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.
Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS