roboforum.ru
Зачем необходимо прокаливать сковороду?
Наверняка многие из нас задавали себе вопрос о том, а зачем вообще прокаливать сковородки. Если вы приобрели чугунную сковороду, то должны знать о том, что на поверхности чугуна имеются незаметные для человеческого глаза поры, которые образуются в процессе остывания чугуна во время производства сковороды. Масло следует наносить для того, чтобы заполнить поверхность данных пор.
Другими словами масло для сковородки является своеобразным смазывающим материалом и одновременно природным антипригарным слоем. Причем наблюдается одна интересная тенденция: чем больше вы будете жарить на чугунной сковороде, тем толще будет становиться данный слой. В итоге на такой сковороде пища практически не будет пригорать.
Re: Доводим до ума китайский HotEnd E3D V6
Dimon372 » 12 янв 2016, 11:54
Re: Доводим до ума китайский HotEnd E3D V6
ales2k » 12 янв 2016, 12:02
Полируется песком или солью. Сверло чуть менее диаметра отверстия (можно и 2 мм) с надетым на него термобарьером погружается концом в песок и на оборотах крутить десяток минут или более. Термобарьер тоже погружен концом в песок, но не вращается со сверлом. Песчинки скользят по канавкам сверла и полируют внутреннюю поверхность.
Не как реклама, но у московского МЗТО термобарьеры по моему уже полированные внутри, во всяком случае с хорошей гладкой поверхностью.
Re: Доводим до ума китайский HotEnd E3D V6
Harry » 12 янв 2016, 13:04
Re: Доводим до ума китайский HotEnd E3D V6
Myp » 12 янв 2016, 14:51
один фиг коэфициент трения пластика по металлу никуда не денется
как шло с трудом так и будет с трудом, даже с идеальной полировкой.
хочется невероятной лёгкости — ставь тефлоновую вставку на всю длину барьера, как было сказано ранее.
вобще я считаю что отверстия в 2 мм слишком мало для китайских хотэндов
там градиент температур более плавный и "поршень" пластика получается очень высокий, высокий "поршень" сложнее пропихнуть, я барьеры рассверливаю сверлом 2.1 — 2.2 мм
а если помогла полировка, то это из за того что в результате полировки вырос диаметр канала в барьере.
0.05 мм съёма металла при полировке равносильно рассверливанию сверлом 2.1 мм =)
Re: Доводим до ума китайский HotEnd E3D V6
ales2k » 12 янв 2016, 14:58
Myp писал(а): один фиг коэфициент трения пластика по металлу никуда не денется
как шло с трудом так и будет с трудом, даже с идеальной полировкой.
хочется невероятной лёгкости — ставь тефлоновую вставку на всю длину барьера, как было сказано ранее.
вобще я считаю что отверстия в 2 мм слишком мало для китайских хотэндов
там градиент температур более плавный и "поршень" пластика получается очень высокий, я барьеры рассверливаю сверлом 2.1 — 2.2 мм
а если помогла полировка, то это из за того что в результате полировки вырос диаметр канала в барьере.
0.05 мм съёма металла при полировке равносильно рассверливанию сверлом 2.1 мм =)
Хорошая идея, надо попробовать, но полировка все одно нужна.
Интересно до какого диаметра можно рассверливать без ощутимых последствий?
Re: Доводим до ума китайский HotEnd E3D V6
Myp » 12 янв 2016, 15:23
Re: Доводим до ума китайский HotEnd E3D V6
ales2k » 12 янв 2016, 15:58
Это понятно, я имел ввиду для нормального процесса проталкивания пробки, а то почему не взять сразу 3-х миллиметровый термобарьер, или рассверливать не 2.2 а 2.5.
Re: Доводим до ума китайский HotEnd E3D V6
Myp » 12 янв 2016, 16:33
Re: Доводим до ума китайский HotEnd E3D V6
ales2k » 12 янв 2016, 16:39
Жидким он будет не долго — сразу застынет в холодной части, лишь бы не вылез из термобарьера. А вот то что его объем будет больше это точно. Площадь трения на стенках будет больше, хотя проталкиваться теоретически должно легче.
Нитка филамента может изгибаться, но ей там деваться некуда.
Короче дома попробую, рассверлю до 2.5 и на второй принтер поставлю.
Re: Доводим до ума китайский HotEnd E3D V6
Dimon372 » 12 янв 2016, 17:48
У меня и так тефлоновая трубка от боудена упирается в проточку. Тербобарьер из нержавейки. До проточки идет тефлоновая трубка. Далее отрезок около 5мм в длину и 2мм в диаметре. Тут пластик и застревает. Толи на ретрактах оно пробкуется, когда обратно идет — сам не понял толком.
Но после "прожарки" пробковаться перестало.
Песком полировать? Где его такой мелкий взять? Тот что у меня на даче или в детской песочнице имеет гранулы сопоставимые по диаметру с отверстием ))
Про зубочистку и пасту — интересный вариант, спасибо. Попробую когда пробку словлю ))
Re: Доводим до ума китайский HotEnd E3D V6
Myp » 12 янв 2016, 19:03
ты вобще читал о чём речь? трубка должна быть НА ВСЮ ДЛИНУ.
не упираться в проточку, а проходить НАСКВОЗЬ весь барьер.
хоть ты слезами девственниц его заполируй, это бессмысленно, у тебя неправильная версия барьера.
купи нормальный барьер.
http://www.aliexpress.com/item/8-Type-3 . 70769.html
либо цельнометаллический, либо с отверстием под тефлоновую вставку.
если боуден, то можно попробовать с отверстием 4.1 чтобы боуден безразрывно шёл до самого сопла.
Re: Доводим до ума китайский HotEnd E3D V6
unigenum » 12 янв 2016, 20:27
именно в этом магазине именно по твоей ссылке взял кучку цельнометаллических. качество низкое, на внутренней поверхности имеются нечастые, но довольно глубокие борозды. после полировки борозды особенно выделяются.
нормальным это называть нельзя.
но тем не менее печать идет даже с такими канавами, и даже без полировки.
испробовал много различных конструкций, и керамическую трубку, и стеклянную, и тефлон, и цельнометалл, и с полировкой, и без полировки с глубокими канавами. пришел к выводу, что более существенную роль играет именно распределение температуры и характеристики конкретного пластика. как слишком длинный и плавный перепад температур, так и короткий резкий с экстримальным охлаждением вызывают проблемы. нужно искать золотую середину, попытыться попасть в определенный диапазон. но при переходе на другой пластик этот диапазон может сместиться, и снова эксперименты.
кстати, пробовал прокаливать в масле цельнометаллический барьер. получилось не хуже тефлона, зубочистка проскальзывала через трубку под собственным весом. но этого тоже хватает не на долго.
полировал и мелкой наждачкой 800. ее не надо наматывать на сверло или что-то еще. просто свернуть в плотный рулончик до диаметра вплотную к трубке.
пастой ГОИ на зуботычке тоже баловался.
и песком со сверлом шуршал. мелкий песок можно добыть из песочных часов. несложно найти маленкие для детской чистки зубов.
никаких заметных на глаз улучшений это не давало. ну кроме прокаливания с маслом.
так что с полировкой можно особо не заморачиваться, как и с различными вставками, свистелками, перделками.
правильно собранный цельно метллический хотенд — просто, надежно и работает. надо только правильно подобрать условия.
Переборка хотенда (для чайников с фоточками)
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Доброго времени дня, печатники, как опытные так и новички)
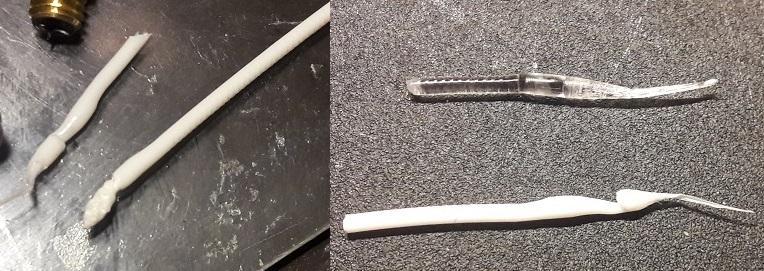
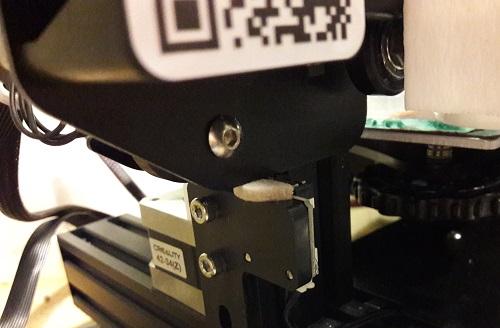
Наверняка многие сталкивались с забитыми хотендами, засорами и прочими неприятностями при замене филамента или печати. Меня данный казус тоже настиг, первые подозрения начались при замене филамента, когда на конце прутка увидел вот это:
Дело ясное, надо перебирать хотенд, эт я смогу и без подсказок (правда ведь ничего сложного) но вот для совсем неопытных инструкция в основном только на словах, и без картинок с комментами.
Исправим эту ошибку и начнём)
Для начала приготовим инструмент (ключ разводной, ключи из комплекта принтера), запасное сопло, фумку, и:
1. разогреваем хотенд и вынимаем пруток
2. снимаем кожух с вентиляторами, убираем в сторону
3. откручиваем хотенд в сборе от каретки
4. ключом держим нагревательный блок, откручиваем сопло
5. отключаем нагрев хотенда.
6. пока остывает, выкручиваем термобарьер (вернее вынимаем из радиатора, открутив фиксатор и выкручиваем из блока)
7. разбираем хотенд и любуемся на внутренности

По фото видно, торец трубки (уже отрезан) был неплотно к соплу, поэтому образовывалась пробка и, при смене филамента новый тянул с собой остатки старого. К слову, после флекса вставлять петг мука, эта резина проникает везде и долго еще тянется из щелей с новым прутком)
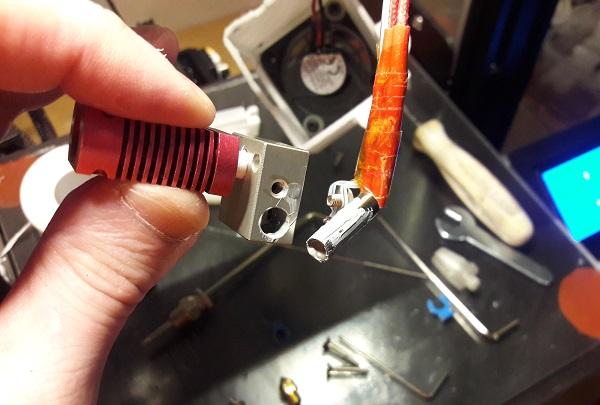
Так же обнаружился косяк, (и вовремя), фитинг грыз трубку и в фитинге завис стопор трубки, еле вытащил. без комментов
 Ну мы то подготовились и имеется напечатанный фитинг.
Ну мы то подготовились и имеется напечатанный фитинг.
Трубку надо резать, но как отрезать ровно? Да легко, вставляем трубку в термобарьер, берём хороший острый нож и по фланцу термобарьера отрезаем трубку.
 Далее чистим всё от грязи и готовим блок к сборке, сначала на холодную смотрим, сколько надо вкрутить термобарьер в блок, чтобы сопло в него упиралось и поджимало трубку. Мотаем плотно фумку на термобарьер и вкручиваем в блок, попутно проверяя соплом глубину. Нужная глубина есть, отлично, запас под затяжку сопла имеется.
Далее чистим всё от грязи и готовим блок к сборке, сначала на холодную смотрим, сколько надо вкрутить термобарьер в блок, чтобы сопло в него упиралось и поджимало трубку. Мотаем плотно фумку на термобарьер и вкручиваем в блок, попутно проверяя соплом глубину. Нужная глубина есть, отлично, запас под затяжку сопла имеется.

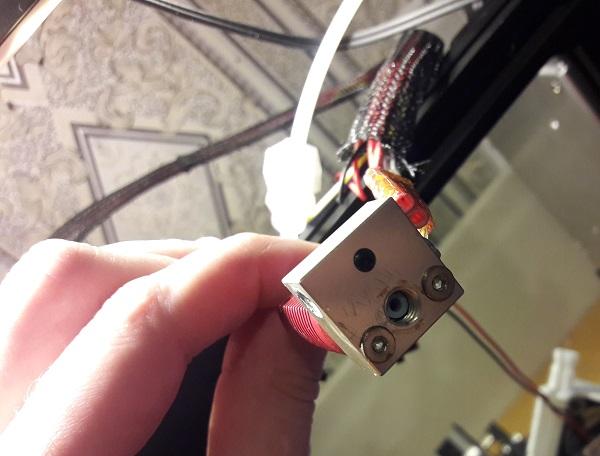
При разборе блока показалось, что нагреватель и термодатчик уж очень неплотно касаются блока. Достаём термопасту и думаем.

Выбрал ДипКул) Мажем внутрянку блока (каплю в отверстие термодатчика), и сам нагреватель.
И собираем все на место.
Включаем нагрев, ждём, вставляем трубку, чтоб чуток выходила из барьера она
мотаем фумку на сопло и (тут телефон не в фокусе, но вроде все видно)
 Проверяем, чтобы всё протянулось и поджалось, отключаем нагрев и ставим все на каретку.
Проверяем, чтобы всё протянулось и поджалось, отключаем нагрев и ставим все на каретку.
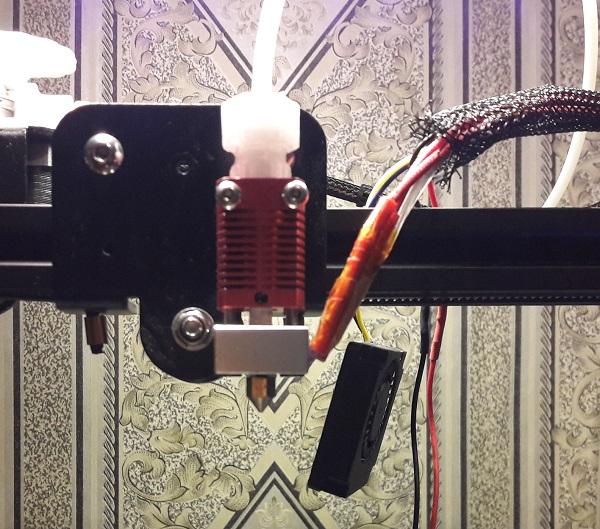
Затягиваем фитинг, выставляем по вертикали хотенд, да, именно выставляем, т.к. крепёж к каретке не точный и можно затянуть под углом, в радиаторе отверстия большие.
Собираем всё обратно, одеваем кожух, обдув, заправляем филамент, но печатать то рано, для начала необходимо поджать пружины стола и загнать голову в автохоум. Кстати для защиты концевика приклеил на площадку фетр, и удар каретки идет именно на него.
Регулируем стол, предварительно дождавшись температуры 200/60 и делаем пробную печать. Думаю,, всё вышло замечательно)
Стол регулирую под щуп 0,05 для высоты слоя 0,2.
Всем хорошего дня, надеюсь новичкам будет полезна эта заметка)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Как вытащить тефлоновую трубку из экструдера
лучше потоньше, там же в леруа есть зеркальная плитка, 3 мм толщиной.
Добавлено спустя 3 минуты 27 секунд:
На самом экструдере фитинг внутри находится, я так понял не съёмные, не откручивающиеся, завальцованы внутри экструдера и залиты пластиком. Пластиковое колечко на голове хотенда попробовал надавить и вытянуть тефлоновую трубку, не вынимается почему-то эта трубка, а фитинг у меня сломался на экструдере.
Re: Новичкам. Задай вопрос — получи ответ
Alex Post » 23 янв 2020, 12:21
Если фитинг несъемный — это называется "попандос". Нужно чего то колхозить теперь, например просверлить в том что осталось отверстие, нарезать резьбу, и ввернуть подходящий съемный фитинг.
А то что трубку не удается снять — скорее всего ты ее покрутил вокруг своей оси, зажимы нарезали на трубке канавку, заскочили в нее и застопорились. Мне помогает сильно нажать чем то твердым (губками пассатижей, например) и сильно потянуть трубку. Но это смотря насколько глубокая канавка накаталась. Может и вместе с зажимами трубка выйти.
Re: Новичкам. Задай вопрос — получи ответ
Hitmanki » 23 янв 2020, 12:39
Если фитинг несъемный — это называется "попандос". Нужно чего то колхозить теперь, например просверлить в том что осталось отверстие, нарезать резьбу, и ввернуть подходящий съемный фитинг.
А то что трубку не удается снять — скорее всего ты ее покрутил вокруг своей оси, зажимы нарезали на трубке канавку, заскочили в нее и застопорились. Мне помогает сильно нажать чем то твердым (губками пассатижей, например) и сильно потянуть трубку. Но это смотря насколько глубокая канавка накаталась. Может и вместе с зажимами трубка выйти.
На космофен посадил тефлоновую трубку, получился у меня экструдер перевернут наоборот, вход пластика снизу, там где как раз сломался крепёж трубки, а верхняя часть целая и будет я думаю нормально подавать пластик. Но проблема немного в другом, это то что при подаче властика мотором экструдера(тефлоновая трубка не причём) начал оставлять насечки на прутке пластика, если я рукой пытаюсь протянуть пруток в экструдер, по разному ставил экструдер, все равно закусывают валы редуктора пластик и оставляют внутри экструдера стружку от прутка. Мотором пока не протаскивал, хочу понять как правильно поставить экструдер в принтер,чтобы потом не мучиться вытаскивать трубку которая с целой части экструдера осталась.
Re: Новичкам. Задай вопрос — получи ответ
Начинающий » 23 янв 2020, 12:42
Re: Новичкам. Задай вопрос — получи ответ
Hitmanki » 23 янв 2020, 12:57
Просто я не знал что будет сложно вытащить тефлоновую трубку, да скорее всего правильно сказал Alex Post, в трубке прорезались "насечки" и трубка в этих насечках застряла, а я крутил трубку и тянул повидимому ещё больше прорезалась трубка и окончательно застряла, еле выскреб остатки тефлона.
На фото видно куски трубки, погнул те самые зажимы как раз когда доставал тефлон из фитинга. Определяю размеры отверстия и закажу пару фитингов, нарежу резьбу и сам фитинг посажу на космофен и придавлю, чтобы в отверстие плотно зашёл фитинг. А пока все держится на космофене.
Re: Новичкам. Задай вопрос — получи ответ
Alex Post » 23 янв 2020, 13:27
Re: Новичкам. Задай вопрос — получи ответ
good_idea » 23 янв 2020, 22:22
Приветствую всех.
Вводные: Кинематика Прюши. Мамка старая MKS-gen-2z v1.1 Прошивка Repetier. Управление и печать через Octoprint. От воблинга на оси Z ось Х отвязана от винтов.
Проблема: при движении по оси Z есть шажки на моторах Х и У, хотя им такой команды не было. При хоуминге по оси Z этих шажков на моторах Х и У нет. Шажки разной величины, регулярность на моторе У примерно три в секунду, на моторе Х нерегулярные. Похоже, что при печати проявляется на высоких моделях: стали появляться воблинго-подобные волны, высота около 0.2 мм, периодичность 2-5 мм, чаще 5мм.
Если по оси Z движемся вниз, то мотор Y вращается по часовой, если же по Z движемся вверх, то У идет против часовой. А ведь команды, ему, заразе, делать эти шаги никто не давал! С мотором по Х такая же бодяга, только шажки совсем маленькие: если Z идет вниз, то Х шагает против часовой и наоборот.
Думал, что наводки, т.к. один раз на экране 2004 были помехи и энкодер сам переключался. Разобрал проводку, продул от пыли и осмотрел мамку, надел на концы проводов моторов ферритовые кольца — никакого эффекта. Искать проблему в электрике или это софт? Ведь, если это электрика, должно было проявляться и при хоуминге по Z и при движении по команде по Z. А при хоуминге бага нет.
Вопрос уже постил на тудее, пользы не принесло. Зная, что аудитория не совсем пересекается, ищу помощи здесь.
Спасибо.
Re: Новичкам. Задай вопрос — получи ответ
Hitmanki » 23 янв 2020, 22:50
Re: Новичкам. Задай вопрос — получи ответ
Myp » 23 янв 2020, 23:15
там есть режим подачи, нагрей хотенд и тыкай кнопку подачу прутка, пруток постепенно протащится сам до хотенда потом начнёт из сопла вылазить.
когда из сопла начнёт лезть красивая ниточка можно убрать лишнюю соплю и потом начинать печать.
потом после печати пруток уже будет в хотенде и для новой печати уже не надо будет пропихивать, только если поменяешь катушку пластика.
если заранее не пропихнуть то начнёт печатать воздухом и первый слой не пропечатается соотвественно вся печать на смарку
заодно срзу будет видно что сопло не засорилось
т.к. при издевательствах с фитингом и трубкой боудена стружка от боудена могла попасть в канал подачи и прутком пластика продавиться в сопло и закупорить сопло
Re: Новичкам. Задай вопрос — получи ответ
sergey2x » 24 янв 2020, 00:29
Обычно домой принтер едет на меньших скоростях. Попробуй подвигать вручную со скоростью хоминга — G1 Z<xx> F<скорость>. Скорость искать в настройках прошивки или где оно там у repetier.
Re: Новичкам. Задай вопрос — получи ответ
Myp » 24 янв 2020, 02:12
Re: Новичкам. Задай вопрос — получи ответ
Alex Post » 24 янв 2020, 08:37
Re: Новичкам. Задай вопрос — получи ответ
setar » 24 янв 2020, 19:12
Hitmanki писал(а): Возникла проблема, протащил в экструдер BMG Dual Extruder тефлоновую трубку, а нужную длинну не отмерил. Тефлон я так понял в экструдере внутри прижимается какими-то металлическими прижимами, тефлон попробовал вытащить из экструдера не вытаскивается, пришлось обрезать трубку и зачищать внутри от остатков тефлоновой трубки. Не благодарные это дело. Доконца от остатков не очистил экструдер, вот не знаю как зайдёт в отверстие экструдера новая укороченная трубка. Проволока пластика спокойно заходит в экструдер, а вот другая трубка не прижимается этими металлическими вставками внутри экструдера.
Вытащил в общем весь тефлон из экструдера, только теперь этих металлических прижимов внутри экструдера нет, видимо погнулись или совсем отломились. Не знаю как теперь экструдер будет зажимать тефлон внутри, скорее всего посажу тефлоновую трубку на космофен, потому-что снимать трубку тефлоновую я так понял не нужно будет да и трубку я пробывал по всякому вытащить из экструдера ничем не поддавалась, может есть какая-то хитрость, если у кого есть информация поделитесь, как снять тефлон из экструдера.
никаких космофенов не нужно, это должно быть разъёмное соединение, при этом нагрузка там очень большая.
там применяются быстро разъёмные фитинги (часто их используют для воды и пневматики) отцепляется очень просто:
нужно снять (если есть) пластиковый флажок предохранителя и надавить на шляпку входной втулки (там конус и внутренние железные лепестки разойдутся).
видео смотреть от 2:00 минуты
Добавлено спустя 3 минуты 12 секунд:
good_idea писал(а): Приветствую всех.
Вводные: Кинематика Прюши. Мамка старая MKS-gen-2z v1.1 Прошивка Repetier. Управление и печать через Octoprint. От воблинга на оси Z ось Х отвязана от винтов.
Проблема: при движении по оси Z есть шажки на моторах Х и У, хотя им такой команды не было. При хоуминге по оси Z этих шажков на моторах Х и У нет. Шажки разной величины, регулярность на моторе У примерно три в секунду, на моторе Х нерегулярные. Похоже, что при печати проявляется на высоких моделях: стали появляться воблинго-подобные волны, высота около 0.2 мм, периодичность 2-5 мм, чаще 5мм.
Если по оси Z движемся вниз, то мотор Y вращается по часовой, если же по Z движемся вверх, то У идет против часовой. А ведь команды, ему, заразе, делать эти шаги никто не давал! С мотором по Х такая же бодяга, только шажки совсем маленькие: если Z идет вниз, то Х шагает против часовой и наоборот.
Думал, что наводки, т.к. один раз на экране 2004 были помехи и энкодер сам переключался. Разобрал проводку, продул от пыли и осмотрел мамку, надел на концы проводов моторов ферритовые кольца — никакого эффекта. Искать проблему в электрике или это софт? Ведь, если это электрика, должно было проявляться и при хоуминге по Z и при движении по команде по Z. А при хоуминге бага нет.
Вопрос уже постил на тудее, пользы не принесло. Зная, что аудитория не совсем пересекается, ищу помощи здесь.
Спасибо.
все очень просто: так работает система автоуровня.
это штатно и нормально.
Добавлено спустя 2 минуты 54 секунды:
кончик сопла движется в "нормализованном" объёме (матрица подворота умножается на матрицу перемещения, в результате мы имеем движение сразу по трем координатам )
5 необходимых запасных частей для 3D принтера
Сижу я, работаю. И тут мой взгляд упал на коробку с ЗИП. Где я храню различные запасные части для принтеров, на всякий случай. И решил поделиться с людьми, тем, что лучше всего прикупить, чтобы не повторить мои ошибки.
В этой статье пойдет речь в первую очередь про те детали, которые лучше всего иметь в запасе владельцам заводских 3D принтеров. Про самодельщиков тут речи нет. У них обычно запас запчастей такой, что можно собрать несколько принтеров. )))
Ниже я опишу те вещи, которые есть у меня в запасе “на всякий случай”. И пару раз эти случаи даже встречались. Для меня они обошлись относительно безболезненно, потому, как обычно у меня в наличии несколько принтеров и всегда есть чем заменить. Но если не иметь таких запчастей, то можно “влипнуть”. Стоимость этого комплекта менее 1000 рублей. И лично я не жалею ни капли о таком вложении денег. Нервы и простой принтера, стоят дороже.
Большинство, кстати, запчастей связано с Гефешей, так как с ним постоянно происходили эксперименты. Но на то он и конструктор. На других принтерах я такими проблемами не сталкивался, потому, что тупо не лез в конструкцию. Но я тут опишу все.
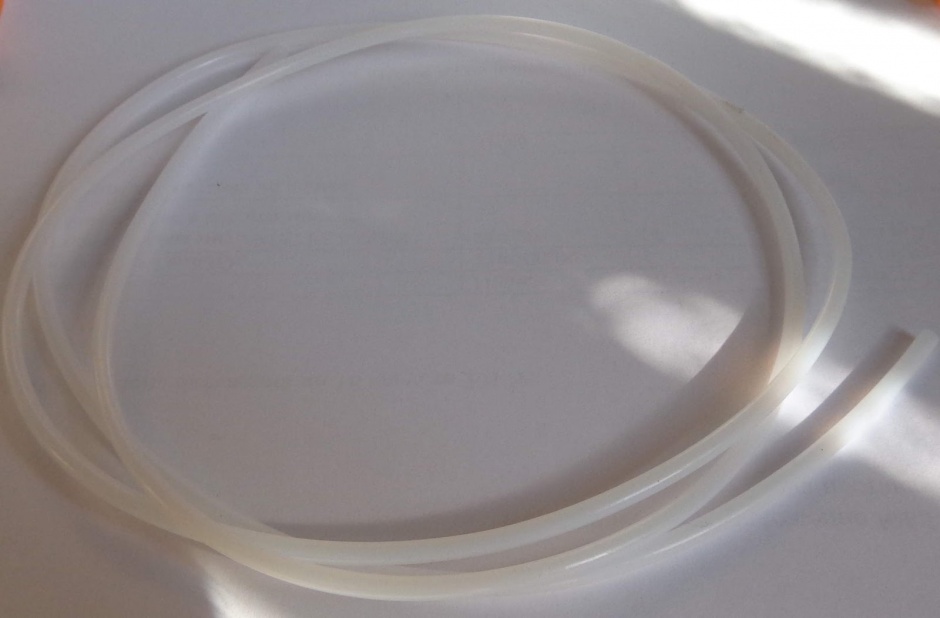
Если хотэнд экструдера вашего 3D принтера не цельнометаллический, то, скорее всего, вы рано или поздно столкнетесь с необходимостью замены трубки термобарьера.
Это расходник. В некоторых 3D принтерах, например Witbox 2, запасные трубки сразу входят в комплект поставки. Но для большинства принтеров производители такого подарка не делают.
Почему трубки приходят в негодность? Есть несколько причин. Первая, самая распространенная — перегрев. Если происходит долгая печать на температурах от 250С. Или, например, нарушения охлаждения хотэнда.
Кстати именно по причине отключенного охлаждения сдохла моя первая трубка на Hephestos. Это произошло, когда я разобрал экструдер, чтобы извлечь застрявший дерьмовый пластик (ПЛА+Полиэтилен) от приснопамятного Космовента. Экструдер был нагрет для этого, а кулер охлаждения в тот момент не обдувал термобарьер. В итоге это привело к образованию каверны внутри и приходу в негодность.
Вторая по распространению неприятность происходит по причине неаккуратного извлечения пластика. Это обычно происходит, если в экструдере используется трубка типоразмера 2*3мм. Она тонкая и достаточно “нежная”. Под неаккуратным вытаскиванием я понимаю, попытки вытащить пластик пока он недостаточно нагрет. Или если это делается рывком, без предварительного продавливания нескольких мм разогретого пластика перед вытаскиванием, вручную.
Третья причина проблем — неаккуратная “борьба с засором”. Засоры, у нас обычно, у экструдеров с фторопластовой трубкой, возникают из-за неправильных настроек печати гибкими пластиками. ИЛИ. Использованием некачественных пластиков. О чем я указал в первом примере.
Вывод? Не используйте некачественный филамент, и у вас не будет большей части проблем с экструдером. У меня такое возникало по суровой необходимости тестов, различных материалов. Сейчас многие материалы даже близко не подношу к экструдеру, и проблемы больше не возникают.
Чтобы не оказаться с неработающим принтером, трубку лучше купить. Стоит это копейки, а хватит “на всю оставшуюся жизнь”. Ссылки даю “примерные”. Некоторые, по которым я заказывал, уже сдохли.

Обе покупать не надо. Нужно выбрать ту, что подходит к вашему принтеру.
Еще раз повторю — шансы убить трубку 2*3 намного выше ввиду ее большей “нежности”.
Ремень у меня умирал один раз на оси X, на Гефеше. И это было связано с несколькими причинами, которые являются поучительными.
Первый фактор: Ролик натяжения по оси X сделан из двух половинок. И сейчас, когда я собираю Гефешу, я его обязательно склеиваю. Тогда я это не сделал.
Второй фактор: Ремень был перетянут. Не делайте так! В итоге из-за излишнего натяжения ремень “развалил” ролик из предыдущего пункта на две части. И все это произошло во время печати.
Третий фактор: Так как, ДОЛГАЯ печать была близка к завершению, то останавливать ее было жалко. Поэтому, несмотря на посторонние звуки, печать остановлена не была. А при работе увидеть, что там произошло, не было возможности. Итог закономерен — ремень истрепался, и его пришлось менять. Вывод — неоконченная печать не идет ни в какое сравнение с тем, что у вас встанет принтер. Поэтому при возникновении посторонних звуков не поленитесь остановить печать и проверить.
В общем, в тот раз я ремень нашел. Спасиб, Леха, Жидкий Солнц!
Был закуплен ремень на всякий случай, и сейчас валяется.

Мастера, сборщики принтеров, могут предложить, возможно, более качественный вариант.
Ну а вообще на всех других принтерах больше такой проблемы не возникало. Брать или нет дело ваше.
Лично у меня за 4 года ни разу ни на одном принтере не умирал. Но о случаях выхода из строя термонагревателя осведомлен. Поэтому на всякий случай был заказан вместе с других барахлом.

Это тот узел, который у вас рано или поздно сдохнет, от пыли, например. Их может быть несколько, разных размеров. Конечно, регулярная профилактика продлевает жизнь кулеров. Так же как и высокое качество. Но дорогие, качественные кулеры как-то не часто встречаются в принтерах. Поэтому профилактика и купить в запас. Можно конечно бегать у себя в городе и покупать в магазинах электроники или компьютерных, но цены там обычно не очень добрые.
Поэтому пока не пригорело — заказали с Али и пусть лежит.
Надо естественно выбирать, тот, что подходит к вашему принтеру.
Вот мой 40мм для Гефеши.

Лично я не большой поклонник печатать разными соплами. Баловство все это. Если только у вас не большой принтер, и вы печатает большие детали, где надо использовать сопло диаметром 0,8-1,0мм. Для всех остальных задач хватает стандартных 0,3-0,4мм.
Печать соплами 0,1-0,2мм вообще тонкий вид мазохизма. Хотя, если кто-то хочет поэкспериментировать — это его дело.
Дальше. У меня за всю мою четырехлетнюю историю (как раз в последних числах августа 2013 года я получил свой первый Малян) я меня ни разу не засералось насмерть сопло. Вывод за все это время я сделал один — не печатайте всяким нехорошим пластиком и у вас не будет проблем с соплами. Все засоры именно сопла я ловил на дерьмовом пластике или пробниках “левых” материалов. Поэтому, если печатать нормальными материалами, то проблем не будет.
Тем не менее. Ситуации бывают разные и поэтому не грех прикупить сопла про запас. Для экспериментов, например. Вот как мне понадобилось сопло 0,5мм — Pro-Flex, ты не такой как все

Сопла естественно нужно брать, те которые подходят вашему принтеру. Вот это набор для Zenit. Размер 6*12. Закопченное сопло, как раз после работы с ProFlex.
Никогда не имел с этим проблем. Но наслышан о достаточно многих случаях.
Суть — если вы любитель менять сопло, то рано или поздно раз….долбаете резьбу на алюминиевом блоке и тут засоры, просочившийся пластик и прочие прелести.
Я имею ввиду это.

Себе не закупал. Но кому актуально часто менять сопла, то, наверное, стоит выбрать под свой принтер —https://ru.aliexpress.com/store/group/Heater-Block/1944681_505404334.html?spm=a2g0v.12010612.0.0.47d739cThfXyE
Просто ссылка на товар в том же магазине, где я последнюю трубку брал. Таких магазинов на Али куча. Выберите, какой нравится.
Честно говоря, больше ни с чем проблем не имел. Даже стекла со стола у меня не лопаются и не ломаются. Вот же подляна!
И вообще, по моему мнению, большинство проблем возникает, когда шаловливые ручки лезут в принтер. Ну, обычно это не только к принтеру относится.
Пожелание для всех, чтобы вам не понадобились эти предметы из списка никогда. А если случилось такое несчастье — они были под рукой. Я вас предупреждал.
cnc-club.ru
xenon-alien Почётный участник  Сообщения: 4252 Зарегистрирован: 01 янв 2013, 13:13 Репутация: 872 Настоящее имя: Daniel Откуда: Закарпатская обл. Украина Контактная информация:
Сообщения: 4252 Зарегистрирован: 01 янв 2013, 13:13 Репутация: 872 Настоящее имя: Daniel Откуда: Закарпатская обл. Украина Контактная информация:
Re: Ender 3 pro Застрял пластик
- 0
- Цитата
Сообщение xenon-alien » 05 дек 2021, 20:35
Re: Ender 3 pro Застрял пластик
- 0
- Цитата
Сообщение grgl » 05 дек 2021, 20:37
xenon-alien Почётный участник Сообщения: 4252 Зарегистрирован: 01 янв 2013, 13:13 Репутация: 872 Настоящее имя: Daniel Откуда: Закарпатская обл. Украина Контактная информация:
Трубка тефлоновая
Привет. Подскажите пожалуйста есть ли какие-то нюансы при выборе тефлоновой трубки к принтеру (еnder 3v2)?
Ситуация: сменила родную тефлонку на новую, после 30 минут печати на 210° трубка в хотэнде сжимается по внутреннему диаметру и пруток застревает, пластик перестает выходить, сопло весело печатает воздухом по воздуху.
Отрез новой тефлонки по размеру стола, перегибов нигде не было. В меру твердая, пластик проходит отлично, внутренние диаметры не скачут 4х2. Цвет — прозрачный.
Как новичок в этой теме буду рада любым советам <3

2.1K постов 11.2K подписчиков
Правила сообщества
Запрещено хамство и оскорбления, уважайте чужой опыт и труд
Да, я задумывалась над этой темой, останавливает только моя рукожопость и неумение подбирать запчасти (на обычной трубке и то лоханулась, стыдно). Пока шуршу по всем форумам, собирая информацию о модели.
Это наверное к вопросу о советах по принтеру 🙂 любая информация мне будет полезна или сейчас или в будущем
Да, спасибо 🙂 Однако, еще одно подтверждение мне только на пользу <3
На всякий случай дополню — трубку перепроверила, установлена правильно. Конец в очередной раз обрезала, на 210° снова ужался внутренний диаметр и приобрел форму воронки, пруток приобрел утолщение на
5 мм вверх и через эту «воронку» уже не проходит к соплу. Если до нагрева пластик спокойно проходил насквозь всю трубку, то после ее вынуть довольно сложно, он просто застревает.
Все ваши советы прочитала, большое спасибо 🙂
На всякий случай заказала новую трубку стандартного белого цвета (придет только через 4 дня), надеюсь проблема решиться.
Еще дополню как выглядит

На всякий случай дополню — трубку перепроверила, установлена правильно. Конец в очередной раз обрезала, на 210° снова ужался внутренний диаметр и приобрел форму воронки, пруток приобрел утолщение на
5 мм вверх и через эту «воронку» уже не проходит к соплу. Если до нагрева пластик спокойно проходил насквозь всю трубку, то после ее вынуть довольно сложно, он просто застревает.
Все ваши советы прочитала, большое спасибо 🙂
На всякий случай заказала новую трубку стандартного белого цвета (придет только через 4 дня), надеюсь проблема решиться.
Прозрачная — не тефлон, в этом основное отличие.
Тефлон (PTFE) непрозрачный, иногда его красят. FEP — прозрачный, коэффициент трения где-то на порядок выше.
Вот оно как. Спасибо за информацию <3
Я бы паяльник поставил на 270 градусов и попробовал расплавить. Тефлон в зависимости от типа плавиться от 260 до 300+ градусов
Паяльника нет, к сожалению 🙁
Голова стабильно на 200-210 под pla. Спасибо попробую 🙂
Странно. Может, у вас трубка за термобарьер уходит?
Или обдув хотэнда не работает?
Все работает, ставила огрызок старой трубки такой проблемы не было. Печатала б и дальше на старой, но она до другого конца стола не дотягивается 🙁 за термобарьер вроде тоже не уходит, но на всякий случай перепроверю, спасибо
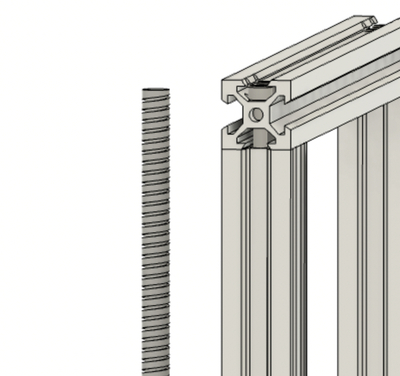
Вот в этой точке винт должен быть неподвижен при вращении.
Т.е. дать команду Z=100 и смотреть — двигается ли верхняя часть винта или только вращается. Если двигается — скорее всего кривой.
Ну остальное я смогу проверить только завтра, уже домой уехала 🙂
О да, ночью самое лучшее время 🙂 Никто не отвлекает и можно полностью погрузиться в дело.
Ага, отлично. А что со свободным движением? Когда принтер выключен, балка падает вниз? Прижим внешних колес к профилю примерно одинаковый? Рукой можно прокрутить колесо, что бы при этом балка не стремилась уехать? Если балку шевелить вверх-вниз за края — люфты не ощущаются? Рукой балку с отключенным мотором можно поднять?
Стол не люфтит? Я просто берусь за стол и начинаю его крутить легонько. Если люфты есть — они ощущаются. Там два прижимных, настройка немного сложнее. Главное что бы не было пережимов одного из колес. Печатная голова то же самое — крутить во все стороны, люфтов быть не должно. Больших усилий прилагать не надо, наша задача не зажать, а выбрать люфты.
Так-то на фото вроде нормально выглядит всё. Теперь нужен кубик, типа такого: https://www.thingiverse.com/thing:1278865 После печати посмотреть размеры — должно быть 20мм по всем сторонам. Как оценивать остальные дефекты — у Соркина было. Потом распечатать типа такого теста: https://www.thingiverse.com/thing:2975429 — тут много разных дефектов видно будет. Они есть большего размера с большим кол-вом элементов. Ну и на десерт, каждый печатник должен напечатать benchy — это финальный босс 🙂 https://www.thingiverse.com/thing:763622
Еще надо будет откалибровать поток, ретракты и linear advance, температуру печати и скорость. Эти параметры по сути для каждого пластика свои. Я обычно внешние стенки делаю помедленней, внутренние и заполнение — побыстрей. Первый слой обязательно посмотрите, что бы он был ровный, не сильно вдавливался в стол но и не слишком высоко — иначе не прилипнет и модель отдерет от стола во время печати.
Балка не падает, держится на месте, прижим хороший, люфт стал слабен, но если еще немного подкрутить — совсем ездить перестанет 🙂 рукой балку не поднять — винт не дает, все намертво насколько это возможно. Первый слой почти гладкий, я примерно через 10-15 минут после печати выключаю нагревание стола, с прополиса фиг что оторвется пока за кайму не потянешь (эффект вантуза?присоски?)
Ненене только не кубик, не хочу кубик. Лучше сразу хардкор т.т
Не, инструкции это не моё 🙂 Могу подсказать, когда вижу что человек заинтересован, а так и без этого работы хватает 🙂
Я может если будет время попробую свой принтер разобрать/собрать и проверить эту инструкцию. Если свой принтер еще не разобрали, напечатайте ту шайбу и посмотрите видео, как эту трубку с шайбой вставить. Раз уж разбирать, что бы сразу и хотенд сделать. Сопло надо откручивать на разогретом хотенде. Когда с механикой разберетесь и вставите трубку в хотенд, надо будет еще правильно выставить уровень стола. Надо полностью ослабить пружины и потом примерно на 30-40% от высоты их затянуть (опустить стол обратно вниз). Затем опускаем концевик Z вниз, опускаем балку вниз, что бы сопло легло на центр стола, поднимаем обратно концевик вверх до щелчка (не надо прилагать больших усилий — микрик должен щелкнуть), затягиваем. Это новый уровень Z=0. После этого можно более точно выровнять стол — ставим высоту Z=0.1 над каждым винтом и добиваемся, что бы обычный лист бумаги плотно проходил под соплом. При настройке с листом бумаги, надо разогревать и стол и сопло. Хорошо бы дать столу постоять нагретым 5 мин перед настройкой.
Потом, когда поставите bltouch — калибровать станет значительно проще и греть надо будет только стол.
Я думаю после всего этого, печатать станет гораздо приятней 🙂 Далее надо будет сосредоточиться на настройке слайсера и печатать уже реальные детали — наработается опыт.
Пересобирала ночью, специально в офисе осталась. Тестировала уже на модельке Вещи, так как у нее неровностей много, ось стала лучше соблюдать параллель к столу ^-^
Это да, многие часто не заморачивавается с мыслями о возможных причинах 🙂
В общем я тут подумал немного, мне кажется надо попробовать такую последовательность сборки:
1. Собираем П из вертикальных профилей и верхней перекладины. Проверяем плоскость и углы.
2. С балки откручиваем правую сторону, одеваем левую сторону (где экструдер) с горизонтальным профилем. Поджимаем внутреннее колесо, что бы не было люфта. Надо обратить внимание на эксцентрик — в какую сторону он смотрит (вверх или вниз). Далее подводим балку к верхней перекладине и проверяем, что горизонтальный профиль параллелен перекладине (линейкой измерить в начале и в конце). Если нет — снять, ослабить два винта, чуть подвинуть, затянуть, повторить.
3. Одеваем (снизу) правый блок колес, поджимаем внутреннее колесо, что бы не было люфтов, эксцентрик смотрит в ту же сторону, что и слева. Подводим блок к горизонтальному профилю, наживляем винты, проверяем, что профиль и перекладина параллельны. Затягиваем винты. Проверяем, что балка ходит по всей высоте без перекосов и люфтов, всё параллельно и перпендикулярно.
4. Ставим всю эту конструкцию на основание (балку можно привязать к перекладине). Наживляем винты снизу — тут лучше поставить две табуретки, на них основание, что бы середина была в воздухе — тогда можно подлезть к винтам снизу.
5. Проверяем, что балка ходит по всей высоте, нет перекосов и люфтов. Опускаем балку вниз, аккуратно затягиваем нижние винты, что бы ничего не сдвинулось. Лучше понемногу, справа-слева, что бы равномерно шла затяжка.
6. Проверяем ход балки — все должно быть плотно без люфтов но при этом свободно. Не должно быть перекосов, если тянуть балку за левую сторону.
7. Собираем всё остальное.
Ну как-то так. Не знаю, правильно ли, но мне кажется так должно сработать. Главное всё проверять на каждом шаге, что бы чего-то не ушло куда-то не туда.
Еще раз обращаю внимание на гайку винта оси Z — если затянуть те два мелких винтика — гайку перекосит и она зажмет винт, он не будет ходить нормально. Поэтому понемногу подтягиваем и проверяем ход. Как начало зажимать — ослабляем и оставляем так. Ось Z своим весом лежит на этой гайке, поэтому там особо без разницы, что они немного не затянуты. Когда проверяете ход балки с винтом (и с мотором) обратите внимание на верх винта — он не должен гулять. Если гуляет — проверить втулку, может там криво стоит. Либо винт кривой — заменить. Бывает еще, что мотор немного неровно стоит относительно гайки (не соосно) — тут уже надо смотреть, народ печатает проставки, что бы его на место поставить. Может гайку получится немного подвинуть, что бы винт Z стоял строго вертикально.
В итоге должно получаться так, что балка падает под своим весом вниз и рукой без особых усилий поднимается вверх. Напомню — мотор должен быть отключен, кабель вытащен из него.
Всё, я пожалуй пойду посплю немного — впереди понедельник 🙂
Все так подробно, Вам бы инструкции писать и самому снимать видео с объяснениями *-* Огромнейшее спасибо и сладких снов 🙂
Не, такого там быть точно не должно.
В общем оно так и должно быть. Если бы сам не собирал свой принтер, не утверждал бы. Попробуйте еще раз разобрать и аккуратно собрать заново. Должно получиться без люфтов и перекосов. Тут главное понять геометрию, что на что влияет. Я тоже в свое время много всяких гайдов посмотрел и понял один момент — далеко не всегда блоггер понимает причины и как это работает.
Хорошо, займусь этим ^-^
Да не то что блогеры, даже по форумам не всегда удается найти нужную информацию, иногда приходится самостоятельно методом тыка со всем разбираться 🙂 Однажды термистор случайно вытащила, принтер выдал ошибку, побежала гуглить, и везде советы купить новый термистор. Если б не картинка на алике с отображением что это и куда вставляется, так бы и тупила х)
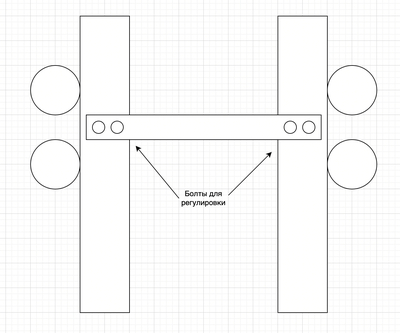
Это проблема сборки. Вторая ось не решит. Не могу найти хорошее видео с объяснением и способом настройки. Вот посмотрите на раму — два вертикальных профиля должны быть абсолютно параллельны. Далее, слева по профилю едут два колеса — от этого узла горизонтальный профиль должен идти строго перпендикулярно вертикальным. За это отвечают те два болта, которые обращены головками к вертикальному профилю — надо балку снимать, болты ослаблять и выставлять угол 90. Сложно это текстом объяснить. Но там под болтами есть люфты — вот ими и надо работать. Такая же история с правой стороной — там тоже два болта (но уже доступны) и тоже должно быть 90 градусов. Внутренние колеса поджимают, что бы всё это не болталось. Я несколько раз всё разбирал/собирал, пока не добился, что внешние колеса лежат на профиле (без сильного прижима) и вертикальные профиля — вертикальны, а горизонтальный — строго 90 градусов по отношению к ним. Потом поджал одинаково внутренние колеса (там эксцентрик, лучше убедиться, что оба смотрят в одну сторону — вниз например). В итоге, я каждое колесо могу прокрутить руками с примерно одинаковым усилием. Тут надо понимать — нельзя сильно зажимать эти колеса — будет повышенный износ. Оно должно быть прижато ровно настолько, что бы не было люфта. Это вообще про все колеса эндера. С завода это всё не настроено, поэтому надо это делать самостоятельно. Если найду видео — скину ссылку. Примерно накидал схему, что бы было понятно чего крутить и чего добиваться.
Я его как раз из коробки собирала и пересобирала по ютуб-гайдам. Для меня люфт это когда можно колеса по противоположной стороне приподнимать на несколько милиметров рукой, чуть чем зацепил на работе и выйдет косяк в модели.
В остальном все как Вы и сказали, болты не перетянуты, углы соблюдены. Скорее это какой-то личный бзик, когда хочется чтобы каждая деталь была закреплена так чтобы никакое физическое действие со стороны на нее не влияло 🙂
Лучше ровненько, что бы там не возникали условия для утекания пластика куда не надо. В этом хотенде, трубка прижимается напрямую к соплу. Собственно из-за чего и возникает проблема — верхний фитинг не держит, трубка начинает гулять, появляются зазоры, пластик нормально не давится, а уходит в стороны. Иногда вылезает сверху нагревательного блока. Поэтому тот мод с шайбой и разделением трубок лучше сделать. Один раз закрыть вопрос и больше не вспоминать.
Сомнительная полезность. Одновременно два пластика использовать не получится — необходимо иметь два экструдера. А просто поочередно подавать два прутка с разных катушек — ну даже не знаю, в чем тут удобство. Неиспользуемые катушки должны лежать в герметичном боксе с силикагелем — что бы не тянули влагу. Сейчас пока зима — в квартире сухо и катушки лежат на батарее 🙂
Вот второй экструдер тоже хотелось бы и потом играть с цветами пластика по слоям. Хотя, судя по форумам, реализовать эту идею довольно сложно.
Катушки с принтером живут в сухом теплом офисе, пока что в коробках но тоже с пакетиками силиката, бокс ждет модернизации в виде держателей и нескольких симпатичных дырок xD
Насчет второй оси Z я если честно не уверен. Сколько смотрел — не увидел особого смысла. Балка ездит на 6 колесах и при правильной настройке геометрии рамы, никаких перекосов не возникает. А вот плясок с синхронизацией второй оси — предостаточно.
Купил вот такую гайку https://www.ultrarobox.ru/bezlyuftovaya-gayka-tr8-kaprolonov. вместо родной (кстати, нельзя затягивать винты, что держат гайку — будет зажимать вал. надо их немного недокрутить), почистил винт оси Z, смазал — теперь он падает под собственным весом, если отключить мотор. Опять же, если есть проблема — надо решать. Если проблемы нет, то лучше не трогать 🙂 Первое правило ИТ-шника: работает — не трожь 🙂
По поводу той шайбы в хотенде — вот есть видео на эту тему: https://www.youtube.com/watch?v=AEdca_-Nqys
Так наверное будет понятней, чем в описании.
Ага, стандартная проблема 🙂 Куча сохраненных постов, но каждый раз ищу заново 🙂
Есть небольшой перекос и люфт на стороне противоположной винту Z, хотелось бы дополнительной поддержки для гарантии ровной печати)
Кстати, похоже что родной экструдер на v2 такой же, как на pro. А значит можно сделать маленький мод, что бы закрыть вопрос с этой трубкой: https://www.thingiverse.com/thing:3204326
Суть проста — печатается эта маленькая шайба, отрезается кусок ptfe трубки, который вставляется в хотенд, сверху эта шайба и потом закручивается фитинг. Таким образом, отвязывается длинная трубка от короткой трубки в хотенде. Главное длину точно подобрать. Еще момент, есть трубки с внутренним диаметром 2мм (обычная), а есть — 1.9мм — эта предпочтительней, т.к. меньше места внутри для свободного хода крутка при ретрактах, а значит более точно подается пруток, что влияет на качество печати: https://aliexpress.ru/item/32811240720.html
Еще, кстати, для обрезки ptfe трубки, лучше распечатать шаблон, что бы отрез был максимально ровным. Типа такого: https://www.thingiverse.com/thing:4436302
Их там полно разных, если поискать ptfe cutter.
О, как раз у них трубку и купила, пруток от солидов обхватывает как родной, а вот о шаблоне не подумала, обычно кусачками для пластика аккуратно кромсаю )
Я еще такую интересную модельку нашла для нескольких трубок, но пока не печатала.

Да не то что бы кладезь 🙂 Когда был карантин, надо было чем-то заниматься 🙂 Освоил немного.. Главное — научиться печатать на стоковом принтере и разобраться с настройкой печати — все эти ретракты, ускорения, LA и прочее — там полно параметров, которые категорически сильно влияют на печать. Далее, неотрывно следует потребность как следует овладеть слайсером. Вот прям крутить в нем параметры с закрытыми глазами и полным пониманием происходящего. Их по сути два — cura и prusa. Я использую оба — у всех есть свои недостатки и преимущества. Параллельно осваивать самостоятельное рисование, потому как на thingiverse модели как правило не всегда подходят под текущую задачу 🙂 А править чужой stl — это боль. Проще и быстрее нарисовать своё по образцу. И вот в процессе всего этого безобразия вы внезапно обнаружите, что уже точно знаете — что в вашем принтере надо проапгрейдить и зачем 🙂 Но вот я бы единственное что сразу рекомендовал — датчик автоуровня. Вот мое личное мнение — он значительно облегчает жизнь. Если посмотреть последнее видео Соркина ( https://www.youtube.com/@SorkinDmitry/videos ) то вот с калибровкой стола у него полная жесть — сплошная боль и мучения. Я когда задолбался, создал тикет на гитхабе марлин, что бы помогли подпилить tramming wizard. Недавно патч сделали, жду когда в основную ветку попадет. Но что главное — одним нажатием понятно куда крутить 4 винта и на сколько. Без всяких бумажек и плясок с бубном. Бумажка теперь используется только когда меняю сопло (надо перенастроить Z offset). О, кстати, потом еще пригодится штангенциркуль цифровой, с сотками, что бы можно было снимать размеры со сломанных деталей, которым требуется напечатать замену 🙂 Ну и для калибровки тоже нужен. Я себе вот такой взял —
Комментарии, кстати, можно так же как и посты сохранять, что бы не потерять.. Главное потом не забыть зайти в сохраненное 🙂
Мне чем клей понравился — липнет к нему очень хорошо, причем можно несколько раз подряд поверх печатать — держит. А потом стекло просто мою теплой водой с мылом — как новое, никаких следов клея. Насчет прополиса не скажу — не пробовал 🙂 Еще сейчас часто рекомендуют попробовать листы PEI — вроде как получше стекла будет в том плане, что отделять деталь легче, да и поверхность ровнее. У меня стол кривой немного с завода — гнет за собой стекло при нагреве. Не сильно, но +/- 0.1мм гуляет. По идее на тот магнитный слой, что у меня на столе с завода, этот PEI хорошо прилипнет без проблем. Всё хочу попробовать, да руки как-то не доходят.
ps: если будете смотреть видео Соркина, все его высказывания по поводу bowden пропускайте мимо — с ним тоже можно нормально печатать. Да, есть нюансы, но тут зависит от потребностей и степени перфекционизма.