Что является направляющей для поршня при его перемещениях в двигателе
Направляющие присоединяются к головке поршня как в двухтактных, так и в четырехтактных дизелях, однако назначение их в обоих случаях различно. В мощных двигателях крейцкопфного типа с прямоточной схемой продувки короткая направляющая служит для стабилизации положения поршня внутри цилиндровой втулки. Она изготавливается из чугуна, обычно несколько большего диаметра, чем головка поршня. Это исключает возможность контакта стальной головки поршня с поверхностью зеркала цилиндра при любом радиальном смещении поршня, и таким образом предохраняет втулку от задиров и заедания. По окружности направляющей может быть завальцован слегка выступающий антифрикционный поясок из мягкой бронзы, подвергающийся максимальному износу в процессе приработки. При необходимости этот поясок заменяется.
В двухтактных дизелях с петлевой или поперечной схемой продувки необходима более длинная направляющая, которая перекрывает продувочные и выхлопные окна при положениях поршня вблизи ВМТ.
В двигателях с поршнями тронкового типа в направляющей (тронке) монтируется поршневой палец, который передает усилие от давления горячих газов на поршень к верхней головке шатуна. Ввиду отсутствия крейцкопфного устройства, тронк играет роль ползуна и передает боковое усилие шатуна на стенки цилиндровой втулки. Поэтому тронк нуждается в смазке и на нем может быть установлено маслосъемное кольцо.
Тронки четырехтактных дизелей изготавливаются из алюминиевых сплавов или чугуна. Бобышки поршневого пальца создают несимметричное распределение масс металла в тронке, что приводит к неравномерному термическому расширению его при нагревании поршня. Чтобы обеспечить точную круглую форму тронка при высоких рабочих температурах в цилиндре, в процессе механической обработки в холодном состоянии ему придают слегка овальную форму.
Шток поршня
Основной связью, осуществляющей передачу усилий от давления газов на поршень на механизм движения, является шток поршня. Длина штока зависит от длины хода поршня и его конструкции. Шток изготавливается из стальной поковки и имеет круглое сечение, обеспечивающее необходимую прочность и жесткость. В верхней части имеется фланец, на котором крепится головка поршня и направляющая. Нижний конец присоединяется к крейцкопфу при помощи фланца или хвостовика с гайкой.
Поршневой шток проходит сквозь сальник диафрагмы и должен иметь гладкую рабочую поверхность для плотного контакта с уплотнительными сегментами сальника.
Для масло-охлаждаемых поршней масло подается к головке поршня через центральный канал в штоке. Возврат масла осуществляется по трубе, концентрически установленной в этом канале.
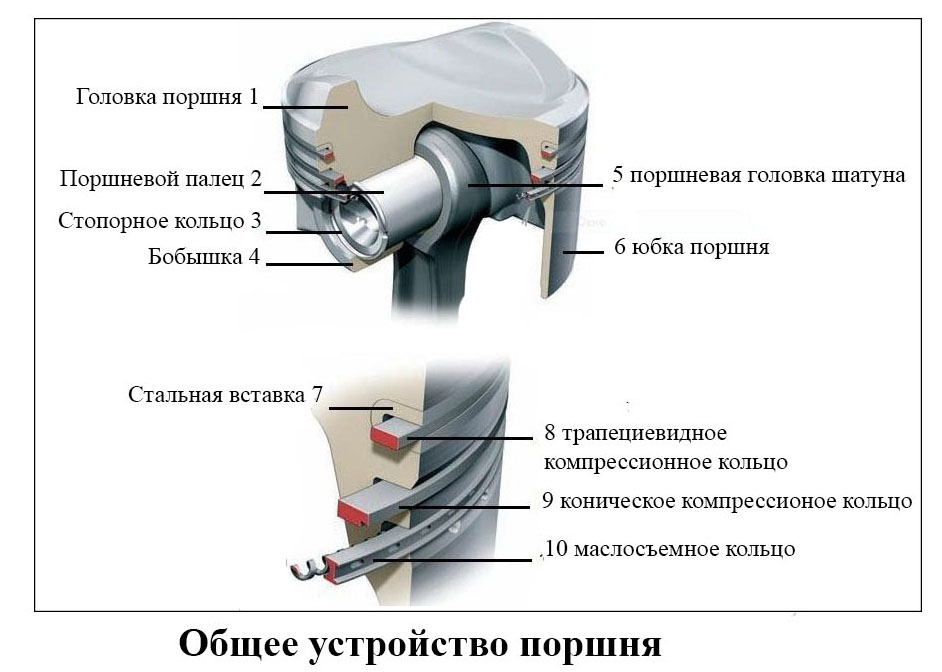
Устройство поршня
Поршень является основной деталью поршневых двигателей внутреннего сгорания. Поршень служит для восприятия и преобразования энергии сжатого газа в энергию поступательного движения. Поршень, как правило, имеет цилиндрическую форму. Во врем я работы двигател я поршень совершает возвратно поступательное движение внутри цилиндра.
Основные функции поршн я :
- Воспринимает давление газов и передает возникающее усилие на шатун — коленчатый вал;
- Создает герметизацию камеры сгорани я ;
- Отводит лишнее тепло от камеры сгорания.
Поршень двигателя состоит из трех основных частей:
Днище поршня (воспринимает газовые силы и тепловую нагрузку);

В обиходе автомобилистов часто встречается такое название, как головка поршня. Головкой поршня называют днище поршня с его уплотняющей частью.
Днище поршня
Основная рабочая поверхность детали, которая вместе со стенками гильзы цилиндров и головкой блока формирует камеру сгорания, в которой и происходит сгорание горючей смеси. Днище поршня может иметь различную конструкцию в зависимости от типа и особенностей двигателя.
Виды поршней
В двухтактных двигателях применяются поршни со сферической формой днища, что приводит к повышению эффективности наполнения камеры сгорания горючей смесью и улучшает отвод отработанных газов.
В четырехтактных бензиновых двигателях днище имеет плоскую или вогнутую форму. Углубления – выемки служат для улучшения смесеобразования и уменьшают вероятность столкновения поршня с клапаном.
В дизельных моторах углубления в днище более габаритные и имеют различные формы. Такие выемки называют поршневой камерой сгорания. В процессе работы в поршневых камерах сгорания создаются завихрения, которые способствуют улучшению качества смешивания топлива с воздухом.
Уплотняющая часть поршня
Уплотняющая часть поршня предназначена для установки компрессионных и маслосъемных колец, которые предназначены для устранения зазора между поршнем и стенкой гильзы цилиндров.
Уплотняющая часть представл яет собой проточки (канавки) в цилиндрической поверхности поршня. В двухтактных двигателях в проточки встав ляются специальные вставки, в которые упираются замки колец, благодар я которым кольца не прокручиваютс я .
Число канавок, на уплотняющей части поршн я , соответствует количеству поршневых колец. Чаще всего примен я етс я конструкция с тремя кольцами — двумя компрессионными и одним маслосъемным. В канавке под маслосъемное кольцо имеютс я специальные отверстия для стека масла, которое снимается маслосъемным кольцом со стенки гильзы цилиндра.
Юбка поршн я
Юбка я в л я етс я направл я ющей поршня, обеспечива ет только возвратно-поступательное движение детали.
Поршневая группа: поршень

Поршневую группу образует поршень в сборе с комплектом уплотняющих колец, поршневым пальцем и деталями его крепления. Назначение поршневой группы состоит в том, чтобы:
1) воспринимать давления газов и через шатун передавать эти давления на коленчатый вал двигателя;
2) уплотнять надпоршневую полость цилиндра как от прорыва газов в картер, так и от излишнего проникновения в нее смазочного масла.
Функции уплотнения, выполняемые поршневой группой, имеют большое значение для нормальной работы поршневых двигателей. О техническом состоянии двигателя судят по уплотняющей способности поршневой группы. Например, в автомобильных двигателях не допускается, чтобы расход масла из-за угара его вследствие избыточного проникновения (подсоса) в камеру сгорания превышал 3% от расхода топлива. При выгорании масла наблюдается повышенная дымность отработавших газов и двигатели снимаются с эксплуатации вне зависимости от удовлетворительности мощностных и других его показателей.
Поршневая группа работает в сложных температурных условиях с циклическими резко изменяющимися нагрузками при ограниченной смазке и недостаточном теплоотводе вследствие трудностей охлаждения. Поэтому детали поршневой группы имеют наиболее высокую тепловую напряженность, что обязательно учитывается при выборе их конструкции и материала. Элементы поршневой группы обычно разрабатывают с учетом назначения и типа двигателей (стационарные, транспортные, форсированные, двухтактные двигатели, дизели и т. д.), но общее их устройство в двигателях тронкового типа остается сходным.
Поршни. Поршень состоит из двух основных частей: головки I и направляющей части II (рис. 1, а).
Направляющую (тронковую) часть обычно называют юбкой поршня. С внутренней стороны она имеет приливы — бобышки 8, в которых просверливают отверстие 9 для поршневого пальца. Для фиксации пальца в отверстиях 9 протачивают канавки 10, в которых размещают детали, запирающие палец. Нижнюю кромку юбки часто используют в качестве технологической базы при механической обработке поршня. С этой целью она снабжается иногда точно растачиваемым буртиком 6. С внутреннего торца 5 буртика снимают металл при подгонке поршня по весу в случаях, если вес поршня после обработки превышает норму, принятую для данного двигателя. В зоне выхода отверстий под поршневой палец на внешних стенках юбки 11 делают местные углубления 4, вследствие чего стенки этих зон не соприкасаются со стенками цилиндра и не трутся о них, образуя так называемые холодильники.
Юбка служит не только направляющей частью поршня, ее стенки воспринимают также силы бокового давления N6, что увеличивает силу их трения о стенки цилиндра и повышает нагрев поршня и цилиндра.
Для обеспечения свободного перемещения поршня в цилиндре прогретого и нагруженного двигателя между направляющей его частью (юбкой) и стенками цилиндра предусматривают зазор. Величина этого зазора определяется из условий линейного расширения материала поршня и цилиндра при нормальном тепловом состоянии двигателя. Перегрев поршня опасен, так как приводит к захватыванию и даже к аварийному заклиниванию его в цилиндре. Опыт свидетельствует, что излишне большие зазоры между поршнем и стенками цилиндра тоже не желательны, поскольку это ухудшает уплотняющие свойства поршневой группы и вызывает стуки поршня о стенки цилиндра. Работа автомобильного двигателя со стуками поршней не допускается.
Головка поршня имеет днище 1 и несет уплотняющие поршневые кольца, которые размещают на боковых ее стенках 11 в канавках 2, разделяемых друг от друга перемычками 12. Нижняя канавка снабжается дренажными отверстиями 3, через которые со стенок цилиндра отводят смазочное масло с тем, чтобы предотвратить его проникновение (подсос) в камеру сгорания. Диаметр дренажных отверстий составляет примерно 2,5—3 мм. При меньшем размере они быстро загрязняются и выходят из строя. Поршни изготовляют с несколькими рядами дренажных отверстий, располагая их под поршневыми кольцами, а также рядом с ними на специально проточенных поясках (лысках).
Днище головки поршня является одной из стенок камеры сгорания и воспринимает поэтому большие давления газов, омывается открытым пламенем и раскаленными до температуры 1500—2500°С газами. Для увеличения прочности днища и повышения общей жесткости головки ее боковые стенки 11 снабжают массивными ребрами 13, связывающими стенки и днище с бобышками 8. Ореб-ряют иногда и днище, но чаще всего оно выполняется гладким, с переменным сечением, постепенно утолщающимся к периферии, как показано на рис. 1, а. При таком сечении улучшается тепло-отвод от днища и уменьшается температура его нагрева.
Высокий нагрев днища вообще нежелателен, так как это ухудшает весовое наполнение цилиндров и приводит к снижению мощности двигателя из-за повышенного подогрева свежего заряда от соприкосновения с чрезмерно горячей поверхностью днища. В карбюраторных двигателях возможны при этом преждевременные вспышки и появление разрушительного детонационного сгорания.
Днища поршней в двигателях автомобильного, тракторного и мотоциклетного классов изготовляются плоскими, выпуклыми, вогнутыми и фигурными (см. рис. 1, а, г—к). Форма их выбирается с учетом типа двигателя, камеры сгорания, принятого смесеобразования и технологии изготовления поршней.
Самой простой и технологически целесообразной является плоская форма днища (см. рис. 1, а). Такая форма находит применение в различных двигателях и особенно широко используется в автомобильных и тракторных двигателях, в которых камера сгорания, или основной ее объем, располагается в головке цилиндра. Плоские днища имеют относительно малую поверхность соприкосновения с раскаленными газами, что положительно сказывается на их тепловой напряженности.
Сравнительно несложную геометрическую форму имеют также выпуклые и вогнутые днища (см. рис. 1, г, д). Выпуклая форма придает днищу большую жесткость и уменьшает возможное нагаро-образование (масло, проникающее в камеру сгорания, с выпуклого днища легко стекает, но выпуклое днище всегда бывает более горячим, чем плоское). Вогнутая форма днищ облегчает общую компоновку сферических камер сгорания, но создает благоприятные условия для повышенного нагарообразования. Масло, проникающее в камеру сгорания, накапливается здесь в наиболее горячей центральной зоне днища. Поэтому в четырехтактных двигателях выпуклые и особенно вогнутые днища находят ограниченное применение. Однако в двухтактных двигателях с контурно-щелевой, продувкой, где выпуклые и вогнутые формы днищ облегчают организацию продувки цилиндров, они широко используются. В двухтактных двигателях используются также и фигурные днища с козырьками-отражателями или дефлекторами (см. рис. 1, г), обеспечивающими заданное направление потоку горючей смеси при продувке цилиндров.
Фигурные днища с различного рода вытеснителями (см. рис. 1, ж) применяют и в четырехтактных карбюраторных двигателях. При необходимости днища с вытеснителями легко позволяют видоизменять или уменьшать камеру сгорания. С этой целью применяют иногда и выпуклые днища, как, например, в двигателе МЗМА-412. В последнее время для автомобильных карбюраторных двигателей стали применять фигурные днища, позволяющие полностью или частично размещать камеру сгорания в головке поршня (см. рис 1, з). Карбюраторные двигатели с камерой сгорания в поршне обладают хорошими показателями и являются перспективными.
Поршни автомобильных и тракторных дизелей в зависимости от принятого смесеобразования строят как с плоскими, так и с фигурными днищами. Часто днищу придают форму (см. рис. 1, и), соответствующую форме факелов топлива, распыли-ваемого через многодырчатую форсунку, расположенную в центре камеры сгорания. Широко распространены фигурные днища, форма которых предопределяется принятой для дизеля камерой сгорания с частичным или полным размещением ее в головке поршня. На рис. 1, к в качестве примера показана камера сгорания ЦНИДИ (Центральный научно-исследовательский дизельный институт, г. Ленинград), обеспечивающая работу двигателя с хорошими показателями.
Головка поршня по сравнению с юбкой в любом случае имеет более высокую рабочую температуру, а следовательно, и больше, чем юбка, увеличивается в размерах. Поэтому диаметр ее Dr всегда делают меньше диаметра юбки Dю. У поршней автомобильных двигателей эта разница составляет в среднем 0,5 мм. Боковым стенкам головки придают форму цилиндра или усеченного конуса с малым основанием у днища или же выполняют их ступенчатыми. Размеры при этом выбирают так, чтобы стенки головки в горячем состоянии на режиме максимальной мощности двигателя не соприкасались со стенками цилиндра. Тем не менее головку считают уплотняющей частью поршня, имея в виду, что стенки ее вместе с поршневыми кольцами, как будет показано ниже, образуют уплотняющий лабиринт. В некоторых конструкциях на стенках головки делают проточку 14, изменяющую направление теплового потока у верхнего поршневого кольца.
На днище поршня иногда делают технологическое центровочное отверстие 15, для размещения которого при отсутствии оребрения предусматривают специальный прилив. Если центровка днища не предусмотрена конструкцией, то поршень при обработке на станках крепят с использованием отверстий 9 в бобышках. Базовой поверхностью в обоих случаях является точно обработанный буртик 6 или просто поясок 18, растачиваемый непосредственно в стенках 7 юбки (см. рис. 1, б). Для этих же целей бобышки часто снабжаются приливами 16 и технологическими отверстиями 19 (см. рис. 1, в). При отсутствии буртика 6 подгонка поршней по весу осуществляется за счет снятия металла с торцов 17 приливов 16 на бобышках.
Поршневая группа совершает возвратно-поступательное движение, вследствие чего подвергается воздействию сил инерции. Опытами и расчетами установлено, что максимальная величина сил инерции на больших скоростных режимах работы составляет значительную долю от газовых сил.
Таким образом, на поршень действует комплекс различных силовых и тепловых нагрузок в условиях, неблагоприятных для смазки и охлаждения. Являясь базовой деталью поршневой группы и наиболее напряженным элементом кривошипно-шатунного механизма, поршень должен обладать высокой прочностью, теплопроводностью, износостойкостью и при этом иметь наименьший вес. С учетом этого и выбирают конструкцию и материал поршней.
Для двигателей автомобильного типа поршни изготовляют в основном из алюминиевых сплавов и чугуна. Применяются также чугун, сталь и магниевые сплавы.
Поршни из чугуна прочны и износостойки. Благодаря небольшому коэффициенту линейного расширения чугуна они могут работать с относительно малыми зазорами, обеспечивая хорошее уплотнение цилиндра даже в двигателях, имеющих большую тепловую напряженность (двухтактные и др.). Однако чугун имеет довольно большой удельный вес (7,3 г/см3, или 7,3-10^3 н/м3), что приводит к переутяжелению изготовленных из него поршней. В связи с этим область применения чугунных поршней ограничивается сравнительно тихоходными двигателями, где силы инерции возвратно движущихся масс не превосходят одной шестой от силы давления газа на днище поршня. Чугун имеет еще и низкую теплопроводность, поэтому нагрев днища у чугунных поршней достигает 350÷400°С. Такой нагрев нежелателен особенно в карбюраторных двигателях, поскольку это служит причиной возникновения детонации.
Указанные недостатки чугунных поршней в определенной мере присущи и стальным поршням. Однако стенки стальных поршней значительно тоньше стенок чугунных поршней, но сложность отливки удорожает их производство. Стальные поршни не получили распространения в автомобилестроении.
Потеряли практическую ценность и поршни из магниевых сплавов, основу которых составляет магнии, сплавленный с 5—10% алюминия. Такие сплавы отличаются малым удельным весом (1,8 г/см3, или 1,8-10^3 н/м3), но не обладают нужной прочностью.
Подавляющее большинство быстроходных карбюраторных двигателей и дизелей автомобильного типа снабжается поршнями, изготовленными из алюминиевых сплавов. Основу их составляет алюминий, сплавленный с медью (6—12%) или кремнием (до 23%). В зависимости от марки алюминиевые поршневые сплавы содержат в небольших (1,0—2,5%) количествах никель, железо, магний, а иногда до 0,5% титана. Особенно широко применяют теперь силумины — алюминиевые сплавы, содержащие примерно 13% кремния. Внедряются сплавы с 20 — 22% кремния.
Большим достоинством алюминиевых поршневых сплавов является то, что они примерно в 2,6 раза легче чугуна, обладают в 3—4 раза большей теплопроводностью и хорошими антифрикционными свойствами. Благодаря этому вес изготовленных из этих сплавов гак называемых алюминиевых поршней, как минимум, на 30% бывает легче чугунных, хотя стенки их по соображениям прочности делаются толще последних. Нагрев днища алюминиевых поршней обычно не превышает 250°С, что способствует лучшему наполнению цилиндров и в карбюраторных двигателях позволяет несколько увеличивать степень сжатия при работе на данном сорте топлива. Поэтому мощностные и экономические показатели двигателей при переходе на алюминиевые поршни улучшаются. Появляется возможность форсирования двигателей с целью повышения их мощности путем увеличения числа оборотов коленчатого вала.
Недостатками алюминиевых поршневых сплавов являются: большой коэффициент линейного расширения (примерно в 2 раза больший, чем у чугуна), значительное уменьшение механической прочности при нагреве (нагрев до температуры 300°С снижает их прочность на 50—55% против 10% у чугуна) и сравнительно малая износостойкость. Однако современные методы производства и конструкции алюминиевых поршней позволяют использовать алюминиевые сплавы для поршней любых быстроходных автомобильных двигателей.
Необходимое повышение механической прочности и износостойкости поршней из алюминиевых сплавов в зависимости от состава последних в определенной мере достигается путем одно- или многоступенчатой термической обработки. Например, в течение 12— 14 часов поршни выдерживают в нагревательной печи при температуре 175—200°С (близкой к рабочей). После завершения такого искусственного старения твердость поршней с 80 единиц по Бринеллю повышается до НВ 110—120 и резко увеличивается их долговечность.
Недопустимые для нормальной работы поршневой группы большие зазоры между стенками цилиндра и юбкой алюминиевого поршня, обусловливаемые высоким коэффициентом линейного расширения алюминиевых сплавов, устраняются применением рациональной конструкции для элементов поршня. Опыт показывает, что правильно спроектированные алюминиевые поршни могут работать с очень малыми зазорами, не вызывая стука даже в холодном состоянии. Достигается это с помощью компенсационных прорезей или вставок, которыми снабжают стенки юбки, приданием юбке овальной или овально-конусной формы, путем изолирования рабочей (направляющей) ее зоны от более горячей части поршня головки и принудительным охлаждением последней.
В практике автомобилестроения часто применяют сразу несколько дополняющих друг друга мероприятий. Основными из них являются:
1) разрез юбки по всей ее длине (рис. 2, а). Такой разрез, как правило, делают косым так, что верхний и нижний участки его перекрываются. Косой разрез не оставляет следа на стенках цилиндра и позволяет разрезанным стенкам юбки при их нагреве сходиться (сближаться) за счет уменьшения ширины прорези, обеспечивая тем самым свободное перемещение горячего поршня в цилиндре. Чтобы увеличить пружинящие свойства разрезанных стенок и уменьшить температуру их нагрева, юбка в этой зоне отделяется от головки широкой горизонтальной прорезью, которая обычно проходит по канавке нижнего поршневого кольца, как показано на рис. 2, а. Горизонтальная прорезь в данном случае является одновременно изолирующей, защищающей юбку от теплового потока, идущего со стороны более горячей головки, и дренажной, позволяющей отводить масло со стенок цилиндра.
Юбка с разрезом на всю ее длину выполняется цилиндрической а ширину прорези выбирают так, чтобы полностью исключалась возможность захватывания горячего поршня в цилиндре. Рассмотренный метод несколько снижает жесткость поршня и пригоден только для карбюраторных двигателей. Он используется в известном отечественном двигателе ЗИЛ-120, где тепловые зазоры между поршнем и цилиндром составляют 0,08—0,10 мм.
Поршни с полностью разрезанной юбкой устанавливаются в цилиндр так, чтобы разрезанная сторона юбки не нагружалась боковыми силами при рабочем ходе;
2) разрез юбки не на полную ее длину, а в виде Т- и П-образных прорезей (рис. 2, б, в). Такие прорези сочетаются с овальной формой юбки. Величина овала составляет 0,3—0,5 мм, причем большая ось его располагается перпендикулярно к оси поршневого пальца как показано на рис. 2. Вследствие этого юбка соприкасается со стенками цилиндра только в плоскости качания шатуна узкими полосками и при нагреве может свободно расширяться в обе стороны по оси поршневого пальца, увеличивая зону своего контакта с цилиндром.
В поршнях с Т- и П-образными разрезами изолирующие горизонтальные прорези между юбкой и головкой делают с обеих сторон бобышек, поэтому тепловой поток от головки направляется непосредственно на бобышки и не оказывает интенсивного влияния на нагрев стенок юбки в зоне их контакта с цилиндром. Эти виды прорезей придают юбке пружинящие свойства, облегчая этим деформацию ее стенок. Чтобы не допустить появление трещин на концах прорезей в связи с деформацией стенок, их засверливают, как показано на рис. 2.
Поршни с овальной, частично разрезанной юбкой обладают достаточной прочностью и обеспечивают удовлетворительную работу поршневой группы автомобильных двигателей с очень малыми тепловыми зазорами, составляющими в среднем 0,02—0,03 мм. Часто юбке таких поршней придают не только овальную, но и конусную форму, располагая большой диаметр усеченного конуса по нижней кромке юбки. Величина конусности составляет примерно 0,05 мм;
3) компенсационные вставки, ограничивающие тепловое расширение юбки в плоскости качания шатуна (рис. 2, г, д, е). Вставки применяются различной конструкции, но чаще всего они представляют собой пластины инварные или стальные, связывающие стенки юбки с бобышками поршня. Чтобы уменьшить при этом температуру нагрева юбки, последняя с двух сторон бобышек отделяется от головки поперечными изолирующими прорезями.
Инварные вставки, содержащие около 35% никеля, имеют весьма низкий коэффициент линейного расширения (в 10—11 раз меньший, чем у алюминиевых поршневых сплавов). С их помощью зазор между юбкой поршня и стенками цилиндра практически удается сохранять неизменным как в холодном, так и прогретом состоянии двигателя. Поршни с ииварными вставками обычно имеют развитые- холодильники и свободно расширяются только в направлениях оси поршневого пальца (см. рис. 2, д), не изменяя рассматриваемого зазора.
В настоящее время широко применяют более дешевые вставки из нелегированной стали, которые заливаются в бобышки так, что вместе с тонким слоем основного алюминиевого сплава поршня они образуют биметаллические пары (см. рис. 2, г). Вследствие разности коэффициентов линейного расширения стали и алюминиевого сплава при нагреве таких стенок они деформируются и придают юбке овальную форму, изгибаясь наружу в разные стороны по оси поршневого пальца, т. е. в сторону развитых холодильников. Такие поршни называются «автотермик». Они обладают хорошими эксплуатационными качествами, имеют повышенную прочность и жесткость, поэтому могут использоваться даже в дизелях.
Компенсационные вставки обеспечивают удовлетворительна ю работу поршневой группы с зазорами менее 0,02 мм. Иногда компенсационные вставки выполняются также в виде различных стальных колец, которые заливаются в верхнюю часть юбки, как показано на рис. 2, е.
Чтобы исключить ошибки при установке поршня в цилиндр, на одной из его бобышек отливают метку-надпись «назад», т. е. эта бобышка должна быть расположена со стороны маховика двигателя. Иногда для этой цели используется стрелка-указатель.
Цилиндрическая головка поршня с плоским днищем снабжена тремя канавками под поршневые кольца, причем в нижней канавке сделаны дренажные отверстия, а поперечные изолирующие прорези размещены под этой поршневой канавкой. Юбку поршня изготовляют с овальностью 0,36 мм и конусностью в пределах 0,013— 0,038 мм. По цилиндрам поршни подбираются с зазором 0,012— 0,024 мм.
Правильность подбора зазора проверяется ленточным щупом с размерами 0,05 X 13 мм, который устанавливают под углом 90° к оси поршневого пальца (при снятых поршневых кольцах).
Поршни дизелей работают с большей, чем в карбюраторных двигателях, механической и тепловой напряженностью, поэтому им придают форму, обеспечивающую возможно высокую прочность и жесткость. Они изготовляются сравнительно толстостенными литыми или штампованными (Штампованные или кованые поршни из легких сплавов бывают прочнее соответствующих литых и предпочтительно применяются в форсированных дизелях) со сплошной юбкой, т. е. с юбкой, не имеющей разрезов, прерывающих тепловые потоки и облегчающих деформацию стенок. Вследствие этого юбка всегда имеет повышенную температуру нагрева, что вынуждает устанавливать поршни в цилиндры с довольно большими зазорами. Для уменьшения этих зазоров юбку выполняют овальной или овально-конусной конструкции. В отдельных случаях днище и стенки головки поршня для уменьшения их нагрева дополнительно охлаждают струйкой масла, которое через форсунку, расположенную в головке шатуна, подастся на внутренние стенки головки.
Следовательно, поршни из легких сплавов с перазрезной (сплошной) юбкой, хотя и обладают повышенной прочностью и жесткостью, но обеспечивают удовлетворительную работу поршневой группы с зазорами, в 5—10 раз превышающими зазоры, которые в сопоставимых условиях допускаются для овально-конусных юбок с компенсационными прорезями и вставками.
2.2. Кривошипно-шатунный механизм
Кривошипно-шатунный механизм предназначен для преобразования поступательного движения поршней двигателя под воздействием давления сгоревших газов во вращательное движение коленчатого вала.
Все детали, образующие кривошипно-шатунный механизм, можно разделить на две основные группы — неподвижные детали и детали, совершающие поступательное или вращательное движение.
К неподвижным деталям относятся цилиндры или блок цилиндров (в зависимости от применяемой конструкции), головки цилиндров или головки блока цилиндров, картер, поддон картера.
Цилиндр является направляющей поверхностью для поршня при его перемещении от ВМТ к НМТ. Высокая температура и давление, возникающие в процессе сгорания, воспринимаются стенками цилиндра. Поршень при своем перемещении развивает высокую линейную скорость (до 17 м/с). Эффективность рабочего процесса ДВС возможна только при высокой степени уплотненности поршня в цилиндре, следовательно, для сохранения работоспособности ДВС внутренние стенки цилиндра должны обладать высокой износостойкостью. Изготавливаются цилиндры из высокопрочного чугуна с небольшими добавками легирующих элементов — никеля, хрома и др. Для уменьшения износа и механических потерь внутренняя поверхность цилиндра, называемая зеркалом, обрабатывается с высокой чистотой и точностью.
На двигателях с воздушным охлаждением применяются отдельные цилиндры. В этом случае каждый цилиндр имеет развитое оребрение для обеспечения эффективной теплоотдачи (рис. 2.6).

Рис. 2.6. Цилиндры двигателей с воздушным охлаждением: а — цилиндр с залитой гильзой и алюминиевым оребрением; б — монолитный цилиндр (чугун)
На двигателях с жидкостным охлаждением применяют блок цилиндров, при этом на большинстве современных двигателей блок цилиндров и картер образуют единый узел — блок-картер, имеющий рубашку охлаждения, заполненную охлаждающей жидкостью. На рис. 2.7 и 2.8 показаны блок-картеры рядного и V-образного двигателей. Цилиндры могут быть образованы непосредственно в теле блок-картера, в этом случае его изготавливают из высокопрочного чугуна. Если для снижения массы двигателя его блок-картер отлит из алюминиевого сплава, то в этом случае цилиндры представляют собой чугунные гильзы, установленные в блоке цилиндров. Если наружная поверхность гильзы омывается охлаждающей жидкостью, гильза называется мокрой. Для исключения возможности утечки охлаждающей жидкости через место стыка гильзы и блока в этом случае применяют уплотнения, представляющие собой медные, алюминиевые или стальные (из мягкой стали) уплотнительные прокладки, а также резиновые кольца.

Рис. 2.7. Блок-картер и головка рядного двигателя автобуса ГАЗ-33021 «газель»: 1 — сливной кран; 2 — штуцер крана; 3 — блок цилиндров; 4 — прокладка головки цилиндров; 5 — гильза цилиндра; 6 — прокладка гильзы цилиндров; 7 — крышка; 8, 14, 17 — прокладки; 9,12 — скобы для подъема двигателя; 10 — головка цилиндров; 11— пробка; 13 — установочный штифт; 15 — крышка коробки толкателей; 16 — крышка распределительных шестерен; 18 — передняя манжета с маслоотражателем; 19 — штифты
Гильзы могут применяться и при чугунных блок-картерах, что облегчает ремонт двигателя.

Рис. 2.8. Блок-картер V-образного двигателя: 1 — коренной подшипник коленчатого вала; 2 — гильза цилиндра; 3 — подшипники распределительного вала
В нижней части блока-картера устанавливается коленчатый вал. Он вращается в подшипниках скольжения, установленных в расточках блока, к которым крепятся нижние крышки этих подшипников.
Снизу картер закрыт литым или штампованным поддоном» прикрепляемым по всему периметру к картеру шпильками или винтами. Внутренняя полость подгона выполняет функции масляного резервуара, в котором устанавливается маслоприемник системы смазки, вместе с масляным насосом. Во внутренней полости картера может возникать повышенное давление, вызванное проникновением отработавших газов из цилиндров. В этом случае может происходить вытеснение масла в окружающую среду через неплотности стыков и отверстие масляного щупа, поэтому предусматривается вентиляция картера. В современных двигателях для исключения попадания картерных газов в окружающую среду предусматривается их отвод в систему впуска.
Сверху цилиндры закрыты головкой блока цилиндров. Она служит для размещения всей камеры сгорания или ее части, для установки свечи зажигания в двигателях с искровым воспламенением или форсунки для впрыска топлива в дизелях. Кроме этого в головке размещается механизм газораспределения (см. подраздел 2.3) или его элементы, в частности клапаны, каналы впуска горючей смеси бензиновых двигателей или воздуха у дизелей, каналы выпуска отработавших газов. При жидкостном охлаждении в головке располагается полость для циркуляции охлаждающей жидкости. При изготовлении головок из алюминиевого сплава применяют вставные седла клапанов, изготовленные из жаропрочного чугуна или легированной стали. Вставные седла клапанов, особенно выпускных, могут применяться и при чугунных головках.
Крепление головок к цилиндрам или блок-картеру осуществляется при помощи шпилек или болтов, ввернутых в картер. Для исключения возможности прорыва газов в окружающую среду или систему жидкостного охлаждения между головкой и цилиндром (или блоком) устанавливают уплотняющую прокладку, выполненную из асбеста, армированного сталью, либо из меди или алюминия. На некоторых современных дизелях прокладка не устанавливается, а герметичность стыка обеспечивается высокой точностью и чистотой его обработки. На дизеле ГАЗ-560 блок цилиндров отлит заодно с головкой. Для обеспечения герметичности стыка головки с цилиндром или блок-картером соприкасающиеся поверхности головки и блока (цилиндра) должны иметь высокую точность изготовления, обеспечивающую единую плоскость контакта. Крепление головки к цилиндру или блоку должно выполняться с высоким значением момента затяжки резьбовых соединений (обеспечиваемых специальным динамометрическим ключом). Гайки резьбовых соединений затягивают при этом в определенной последовательности, исключающей возможность деформации головки. Необходимо помнить, что в процессе эксплуатации вытяжка крепежных шпилек может привести к нарушению герметичности стыка, в результате чего возможен прорыв газов в окружающую среду и в систему охлаждения и попадание охлаждающей жидкости в поддон двигателя и в систему выпуска, что приводит к выходу двигателя из строя.
К подвижным частям кривошипно-шатунного механизма относятся поршневая и шатунная группы, коленчатый вал, подшипники скольжения и маховик.
В поршневую группу входят поршень с поршневыми кольцами и поршневой палец с деталями его стопорения.
Поршень (рис. 2.9) служит для восприятия давления газов и для изоляции рабочей камеры от внутренней полости картера. Он подвержен высоким температурным и силовым нагрузкам и изготавливается чаще всего из высокопрочного алюминиевого сплава. Поршень состоит из двух основных частей — головки и юбки. Головка является уплотняющей частью поршня. В ней выполнены канавки для установки колец, которые называют поршневыми (см. далее). Днище поршня может быть плоским, выпуклым, вогнутым или фигурным. У дизелей, кроме того, в поршне часто предусмотрены проточки для впускного и выпускного клапанов в их открытом положении.

Рис. 2.9. Поршень дизеля (а) и формы поршней разных двигателей (б): 1— канавка нижнего маслосъемного кольца; 2 — проточка под стопорное кольцо поршневого пальца; 3 — внутренняя поверхность бобышки; 4 — отверстие для смазки поршневого пальца; 5 — канавка верхнего маслосъемного кольца; 6 — канавки компрессионных колец; 7 — головка поршня; 8 — камера сгорания в поршне; 9 — днище поршня; 10 — отверстия для отвода масла; 11 — юбка
Во внутренней полости поршня имеются бобышки, связанные ребрами жесткости с его внутренней поверхностью и днищем. В бобышках выполнены отверстия, имеющие общую ось. В отверстиях бобышек устанавливается поршневой палец, служащий для связи поршня с шатуном. Осевая фиксация поршневого пальца обеспечивается чаще всего пружинными стопорными кольцами, устанавливаемыми в проточках отверстий бобышек.
Часть поршня, расположенная ниже оси бобышки, называется юбкой. Юбка является направляющей частью поршня, она воспринимает боковые силы, возникающие при работе двигателя. Цилиндр изготавливается из чугуна, а поршень чаще всего из алюминиевого сплава, у которого коэффициент линейного расширения при нагреве больше, чем у чугуна, поэтому для исключения заклинивания поршня в цилиндре предусмотрен тепловой зазор между юбкой и цилиндром, который уменьшается по мере нагрева этих деталей. Поскольку масса металла поршня по оси бобышек больше, чем в поперечном направлении, то и линейное расширение поршня по этой оси больше. Чтобы в прогретом состоянии получить цилиндрическую форму юбки, она в холодном состоянии выполняется овальной и конусной. При этом размер по оси бобышек меньше, чем в поперечном направлении, и размер поршня в плоскости бобышек меньше, чем в нижней части юбки. У поршней некоторых бензиновых двигателей в юбке предусмотрен разрез Т- или П-образной формы или косой. Разрез обеспечивает цилиндричность юбки в нагретом состоянии.
Цилиндры по внутреннему диаметру, а поршни по наружному — разделены по размерам (через 0,01 мм) на пять классов, имеющих буквенные обозначения. Диаметры под поршневой палец делятся через 0,004 мм на три категории, обозначаемые цифрами.
В многоцилиндровых двигателях для обеспечения уравновешенности при работе двигателя поршни разных цилиндров должны иметь одинаковую массу, что обеспечивается подбором поршней одинаковых классов и категорий. В маркировке на днище поршня указывается направление установки, класс, категория и масса поршня.
Поршневые кольца делятся на два типа — компрессионные и маслосъемные.
Компрессионные кольца предотвращают прорыв газов под высоким давлением из камеры сгорания в картер двигателя. На современных двигателях применяют поршни с двумя или тремя компрессионными кольцами. Кольца должны обладать высокой упругостью, тепло и износостойкостью. Для установки кольца в канавке поршня при заданных размерах цилиндра кольцо выполняется разрезным. Изготавливаются компрессионные кольца из высокопрочного чугуна, а также из легированной стали. Наиболее нагруженными являются верхние компрессионные кольца, поэтому для улучшения смазки их наружная поверхность покрывается пористым хромом. Нижние компрессионные кольца для уменьшения потерь на трение покрываются тонким слоем мягкого металла, обычно олова. Покрытие оловом верхних колец невозможно из-за высоких рабочих температур. Применяют верхние компрессионные кольца с молибденовым покрытием, что увеличивает их стоимость, но существенно повышает надежность.
Варианты конструкций компрессионных и маслосъемных колец представлены на рис. 2.10.

Рис. 2.10 Форма и конструкция поршневых колец: а—дизеля; б — бензинового двигателя; 1 — трапециевидное; 2 — с конической поверхностью; 3 — с конической поверхностью и подрезом; 4 — маслосъемное пружинящее с расширителем; 5 — бочкообразной формы; 6 — с конической поверхностью со скосом; 7 — с подрезом; 8 — маслосъемное с дренажными отверстиями и узкой перемычкой; 9 — маслосъемное составное
Разрез кольца называется замком, он может быть прямым, косым или ступенчатым.
В свободном состоянии диаметральный размер кольца больше диаметра цилиндра. При установке в цилиндр кольцо упруго деформируется, но в разрезе (замке) сохраняется гарантированный зазор, необходимый для компенсации теплового расширения кольца. Для уменьшения прорыва газов через замки они смещены у соседних колец один относительно другого по окружности.
Маслосъемные кольца служат для снятия излишков масла с зеркала цилиндра и отвода снятого масла в картер двигателя. Благодаря этому уменьшается попадание масла в камеру сгорания. В канавках, предназначенных для установки маслосъемных колец, предусмотрены радиальные отверстия для отвода масла, снимаемого маслосъемным кольцом с зеркала цилиндра. У поршней некоторых дизелей маслосъемные кольца устанавливают не только в головке поршня, но и в нижней части юбки (см. рис. 2.9). Встречаются различные варианты конструкций маслосъемных колец. Наибольшее распространение в бензиновых двигателях автобусов особо малого и малого классов получили маслосъемные кольца дренажного (рис 2.11) или скребкового (рис. 2.12) типа. В первом случае кольцо представляет собой прямоугольную конструкцию с проточкой в средней части, образующей две выступающие наружные кромки, снимающие масло с зеркала цилиндра. Отвод масла в под поршневое пространство обеспечивается через дренажные отверстия в проточках кольца. Во втором случае кольцо имеет остроугольный профиль, острая кромка которого снимает масло со стенки цилиндра. В канавку поршня в этом случае устанавливаются два кольца.

РИС. 2.11 Маслосъемное кольцо дренажного типа

Рис. 2.12. Маслосъемные кольца скребкового типа
На многих двигателях применяют составные маслосъемные кольца — набор из двух плоских стальных дисков и двух расширителей, радиального и осевого (рис. 2.13). Радиальный расширитель прижимает стальные диски к поверхности стенки цилиндра и представляет собой волнообразное в плане пружинное кольцо с прямоугольными отверстиями для отвода собранного масла. Осевой расширитель прижимает диски к верхней и нижней кромкам кольцевых канавок поршня и представляет собой кольцо зубчатой формы. На дизелях КамАЗ-740 установлены коробчатые маслосъемные кольца, представляющие собой чугунные кольца дренажного типа, внутрь которых вставлен тангенциальный расширитель (винтовое пружинящее кольцо), выполняющий функции осевого и радиального.

Рис. 2.13 Составное маслосъемное кольцо: 1 — кольцо; 2 — осевой расширитель; 3 — радиальный расширитель; 4 — окно
Поршневой палец служит для шарнирного соединения поршня с верхней головкой шатуна. Наружная поверхность этой полой оси из высоколегированной стали подвергается поверхностному упрочнению (цементация или нитро-цементация) с последующей шлифовкой и полировкой. В большинстве случаев установка пальца в поршне и в верхней головке шатуна допускает его угловое и осевое перемещение в отверстиях бобышек и верхней головки. Осевая фиксация пальца осуществляется с помощью пружинных стопорных колец, установленных в соответствующих проточках, исключающих возможность задевания пальца за зеркало цилиндра. Такое крепление пальца называется плавающим. В отдельных случаях палец жестко фиксируется либо в отверстии бобышек, либо в отверстии верхней головки шатуна. Фиксация может обеспечиваться соответствующей посадкой с натягом.
В шатунную группу входят, кроме самого шатуна, крышка нижней головки, комплект подшипников и комплект болтов с гайками.
Шатун (рис. 2.14) связывает поршень с кривошипом коленчатого вала и передает усилия, газовые силы и силы инерции на шатунную шейку коленчатого вала. Усилия поршня создают на шатуне напряжения сжатия, растяжения и изгиба, поэтому к шатуну предъявляются высокие требования по прочности. Вместе с тем эта деталь должна иметь минимальную инерцию, поэтому масса шатуна должна быть минимальной. Изготавливают шатуны ковкой из высокопрочной стали с последующей термообработкой. Шатун представляет собой стержень двутаврового сечения, что позволяет при малой массе обеспечить необходимую прочность. В высоконагруженных двигателях для обеспечения подвода масла под давлением к подшипнику верхней головки шатуна в теле стержня выполняется канал.

Рис. 2.14. Шатун дизеля: 1 — вкладыши нижней головки; 2 — втулке верхней головки; 3 — верхняя головке шатуна; 4 — стержень; 5 — нижняя головка шатуна; 6 — центрирующий выступ; 7 — крышка нижней головки; 8 — шатунный болт
Верхняя головка шатуна представляет собой толстостенный цилиндр, плавно переходящий в стержень. Внутренняя поверхность верхней головки выполнена с высокой точностью, поскольку в нее запрессовывается подшипник, представляющий собой тонкостенную втулку из оловянистой бронзы с толщиной стенок 0,8…2,5 мм. Для обеспечения необходимого ресурса двигателя между трущимися поверхностями пальца и подшипника верхней головки необходимо наличие слоя масла, которое может подаваться в зону контакта либо разбрызгиванием, либо под давлением из системы смазки двигателя.
Нижняя головка шатуна выполняется разъемной. Верхняя часть нижней головки откована заодно со стержнем и представляет собой полуцилиндр, плавно переходящий в стержень. Нижняя часть — также полуцилиндр, выполняющий функции крышки, соединенной с верхней частью двумя болтами с гайками или без них. Для обеспечения соосности внутренних поверхностей полуцилиндров в верхней и нижней частях головки предусматривается взаимная фиксация, которая чаще всего обеспечивается применением болтов с натягом (в этом случае между телом болта и отверстием под ним отсутствует радиальный зазор) или установкой специальных штифтов. Отверстие в нижней головке обрабатывается совместно с крышкой, поэтому при сборке каждому шатуну должна соответствовать своя индивидуальная крышка. Для обеспечения такой возможности на бобышках под болт шатуна выбивается порядковый номер цилиндра. Для предотвращения раскрытия стыка верхней части нижней головки и крышки болты крепления крышек должны затягиваться с определенным моментом, устанавливаемым заводом-изготовителем. В бензиновых двигателях момент затяжки составляет величину 70…80 Н-м, в дизелях — 180…240 Н-м. Болты крепления крышки изготавливаются из высоколегированной стали. Для предотвращения отворачивания гаек в процессе эксплуатации гайки либо выполняются самоконтрящимися, либо устанавливаются на специальном герметике.
Функции подшипника нижней головки шатуна выполняют два полуцилиндрических тонкостенных вкладыша из стальной ленты, на внутреннюю поверхность которой нанесен тонкий слой антифрикционного материала. Антифрикционный материал — баббиты на свинцовой основе ( 83 % олова и 17 % свинца) или алюминиевые высокооловянистые сплавы (например, А0-20 — 20 % олова, 1 % меди и 79 % алюминия). Вкладыш может быть двухслойным (биметаллическим — стальная лента и антифрикционный сплав) или трехслойным (триметаллическим — стальная лента, медноникелевый подслой и антифрикционный сплав). Для предотвращения проворота вкладышей в своих гнездах на внутренних поверхностях нижней головки предусматриваются специальные гнезда, в которые входят отштампованные на вкладыше фиксирующие выступы-усики (рис. 2.15).

Рис. 2.15. Установка шатунных (а) и коренных (б) вкладышей: 1 — фиксирующий выступ; 2 — смазочное отверстие; 3 — коленчатый вал; 4 — шатун; 5 , 6 — полукольце; 7 — крышке шатуна
Коленчатый вал состоит из носка, коренных и шатунных шеек, связанных между собой щеками, и хвостовика (рис. 2.16). Коленчатые валы отливают из высокопрочного чугуна или среднеуглеродистой стали и отковывают из среднеуглеродистой легированной стали.

Рис. 2.16. Конструкция коленчатого вала: 1 — передний противовес; 2 — шестерня привода масляного насоса; 3 — заглушка; 4 — задний противовес; 5 — ведущая шестерня приводе ГРМ; 6 — маслоотражатель; 7 — втулка; 8 — винт-заглушка
Носок представляет собой переднюю часть вала, на которой (чаще всего на шпонке) устанавливается деталь механизма газораспределения (шестерня, ведущая звездочка цепной передачи или шкив зубчатого ремня), шкив клиноременной передачи привода водяного насоса, генератора, компрессора, насоса гидроусилителя и пр. Для крепления указанных деталей внутри носка выполняется отверстие с резьбой.
Щеки обычно выполнены заодно с противовесами, в некоторых случаях противовесы крепятся к щекам болтами. Противовесы устанавливаются для полной или частичной разгрузки коренных подшипников от действия центробежных сил, создаваемых неуравновешенными массами деталей вала.
Опорами коленчатого вала в картере являются коренные шейки. Валы могут быть полноопорными и неполноопорными. У полноопорных между соседними коренными шейками размещается только одна шатунная шейка. У неполноопорных между соседними коренными шейками могут быть две (не более) шатунные шейки. Коленчатые валы могут изготавливаться литьем и штамповкой (ковкой). Улитых коленчатых валов шейки и щеки чаще всего выполняют полыми, что позволяет уменьшить их массу. Внутренняя полость коленчатого вала одновременно выполняет функции масляной магистрали.
Кованые валы выполняют монолитными, для образования масляной магистрали в щеках и шейках делаются сверления, заглушаемые резьбовыми пробками. В качестве подшипников коренных опор применяют подшипники скольжения, аналогичные по материалам и конструкции и шатунным подшипникам. Эти подшипники устанавливают в гнездах картера, имеющих соответствующую обработку, и закрепляют крышками и болтами, ввернутыми в резьбовые отверстия картера. Для исключения самоотворачивания болтового крепления момент затяжки должен быть 110… 113 Н м, кроме этого соединение фиксируют герметиком или замковыми шайбами.
Фиксация от осевого смещения коленчатого вала обеспечивается установкой стопорных колец на носке вала или у его хвостовика. Эта фиксация необходима для исключения осевого смещения вала от возникающих при выключении сцепления осевых сил, а также от осевых сил в косозубом зацеплении шестерен привода механизма газораспределения. Допустимая величина осевого смещения составляет обычно 0,2 мм. Технологический разброс осевых размеров компенсируется подбором толщины фиксирующих шайб.
Маховик — чугунный диск, предназначенный для накопления кинетической энергии коленчатого вала, он обеспечивает равномерную работу двигателя и установлен на хвостовике. На проточку в наружной поверхности маховика напрессовывается зубчатый венец для стартерного пуска двигателя. Рядом с зубчатым венцом наносят метки с соответствующими надписями, определяющими момент ВМТ в первом цилиндре. В отдельных случаях, кроме метки ВМТ, в первом цилиндре наносится также метка, соответствующая моменту искры в свече зажигания первого цилиндра. При применении механической ступенчатой трансмиссии маховик является ведущей частью фрикционного сцепления. В этом случае его торцевая поверхность, обращенная к коробке передач, подвергается шлифованию и служит поверхностью трения. К этой же торцевой поверхности винтами крепится кожух сцепления, внутри которого расположен ведомый диск.
При установке гидромеханической трансмиссии к маховику крепится насосное колесо гидротрансформатора.
Поскольку носок и хвостовик коленчатого вала располагаются вне картера двигателя, необходимо уплотнение вала в соответствующих расточках картера. Это уплотнение обеспечивается установкой между валом и картером резиновых манжет. Обычно для разгрузки манжеты от притока масла под действием избыточного давления внутри картера на носке и хвостовике коленчатого вала устанавливают маслоотражательные кольца (диски) и выполняют маслосгонную резьбу.
Для уменьшения динамических нагрузок, вызываемых действием центробежных сил неуравновешенных масс, коленчатый вал в сборе с маховиком балансируют. Избыточный металл высверливается в теле маховика. На крупных двигателях балансировку коленчатого вала проводят в сборе со сцеплением.
Двигатель вместе с коробкой передач устанавливают на несущей системе автобуса на трех или четырех опорах. Две опоры располагаются на картере двигателя, и еще одна или две — на картере коробки передач. Опоры представляют собой резиновые элементы с металлическими основаниями, уменьшающими передачу вибрации от двигателя и коробки передач на несущую систему автобуса.