Как сделать пневмолинию в гараже/сервисе

Итак после выбора компрессора и его покупки, источник сжатого воздуха приобретен, осталось дело за малым — построить пневмолинию, да, да, даже для гаража она нужна. Казалось бы, зачем усложнять? Подсоединяй шланги, включай компрессор — и работай. Что ж, многие так и поступают. И гробят технику, начиная покупать и конструировать кучу фильтров и задавать вопросы: скажите, а почему. Как же организовать пневмосеть «по уму»? Если вы располагаете лишними средствами, можете воспользоваться услугами опытных специалистов, устроивших за свою жизнь не одну пневмолинию. Тем же, кто вынужден рассчитывать на собственные силы, должны пригодиться рекомендации из нашей сегодняшней статьи.
Сегодня вы узнаете:
1 Система снабжения сжатым воздухом: слагаемые качества
2 Место для установки компрессора
3 Пневмомагистраль
3.1 С чего начать?
3.2 Материал трубопровода
3.2.1 Сталь и оцинковка
3.2.2 Пластик
3.2.3 Алюминий
3.3 Диаметр труб
3.4 Точный расчет диаметра трубопровода
3.4.1 Пример расчета
3.5 Шланги и разъемы
4 Правила монтажа: уклоны, замкнутый контур, «гусиная шея»
СИСТЕМА СНАБЖЕНИЯ СЖАТЫМ ВОЗДУХОМ: СЛАГАЕМЫЕ КАЧЕСТВА
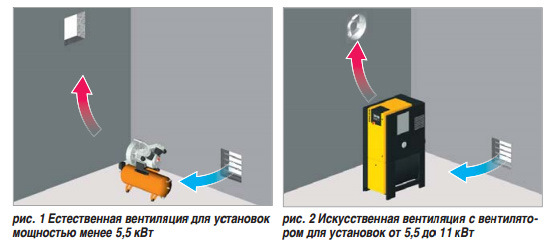
Основные задачи системы сжатого воздуха таковы: выработка сжатого воздуха в необходимом количестве при высоком давлении; обеспечение стабильности поддержания давления и расхода при возможности их измерения и регулирования; исключение содержания в воздухе вредных посторонних включений, таких, как пыль, влага и пары масла; доставка сжатого воздуха от компрессора к пневмоинструменту. Термин «система» здесь использован не случайно, поскольку это совокупность ряда технических устройств и элементов. Ключевым элементом этой системы, безусловно, является компрессор. В прошлый раз мы выяснили, что его производительность и общий объем ресиверов должны позволять бесперебойно работать всему установленному на сервисе пневмоинструменту: чтобы при включении, например, шлифовальной машинки краскопульт не начинал «плеваться» краской из-за нехватки воздуха. Одним из немаловажных моментов, которые необходимо продумать сразу после покупки компрессора, является, как ни странно, место его установки. МЕСТО ДЛЯ УСТАНОВКИ КОМПРЕССОРА Конечно, если лишнего места нет и компрессору отводится «единственный свободный угол», то деваться некуда — туда его и ставим. Но если у вас есть желание и возможность установить компрессор правильно — установите его в отдельном помещении. Это помещение должно быть сухим и отапливаемым (большинство компрессоров выпускаются для эксплуатации в диапазоне температур от +5 до +40°C). По понятным причинам нельзя допускать воздействия на компрессор атмосферных осадков. Помещение должно хорошо проветриваться, всасываемый воздух не должен содержать паров токсичных веществ, взрывоопасных газов и растворителей.
По этой причине компрессор нельзя устанавливать непосредственно в зоне подготовки и покраски автомобиля.
Крайне важно обеспечить низкий уровень запыленности в помещении. Постарайтесь по возможности минимизировать количество различных «пылесборных» поверхностей – вся эта пыль в конечном итоге устремится в компрессор и далеко не вся будет задержана фильтром. Пример классической пылящей поверхности — бетонный пол. Такой пол следует хотя бы покрасить. Если обеспечить низкую запыленность в компрессорной невозможно, придется чаще обращать внимание на состояние воздушного фильтра. Засоренный фильтр не только снижает выходную производительность компрессора, но и приводит к поломкам клапанов. Место для установки компрессора должно быть горизонтальным и ровным. Для удобства технического обслуживания компрессор желательно установить на некотором расстоянии от стен (0,8 – 1 м). Компрессор — сердце пневмосистемы. В то же время, без воздушной магистрали (ее можно сравнить с артериями), он так и останется лишь частью общего «организма».
ПНЕВМОМАГИСТРАЛЬ С ЧЕГО НАЧАТЬ?
Первый совет тем, кто решил наладить хорошую пневмолинию — забудьте о всякого рода кустарщине типа водопроводных кранов в магистралях и самодельных фильтров-влагоотделителей. Только высококачественное дополнительное оборудование, запорная и регулирующая арматура смогут обеспечить долговечность работы инструмента и компрессора, и высокое качество работ (особенно малярных). А мелочная экономия в этом деле неминуемо выльется в дополнительные расходы. Проверено жизнью. По этим же причинам крайне нежелательна разводка из гибких шлангов (ввиду их низкой механической надежности и, как следствие, — утечек воздуха). Обычного гибкого шланга может быть достаточно только для бытовых условий, когда пневмоинструмент подключается редко, да и то, чтобы «продуть-накачать». А в условиях даже небольшого производства не обойтись без стационарно закрепленной магистрали, собранной из специально предназначенных для сжатого воздуха труб. А уже к трубопроводу, с помощью гибкого шланга (минимально возможной длины) можно подключать различный пневмоинструмент. Итак, трубопровод. Из каких материалов он должен быть изготовлен?
СТАЛЬ И ОЦИНКОВКА
Казалось бы, что плохого в том, что в качестве материала для трубопроводов используются стандартные стальные водопроводные трубы. Выгода очевидна: «черные» трубы (как и всевозможные вентили и уголки к ним) можно найти на любом строительном рынке, расходы на их покупку и монтаж минимальны. Однако не все так просто. Как мы знаем, главный враг пневмосетей — конденсат, вызывающий внутреннюю коррозию трубопроводов. А оксид железа, возникающий в результате коррозии — это сильнейший абразив, способный стереть в порошок что угодно, даже азотированный или насыщенный углеродом поверхностный слой металла механизмов привода пневмоинструмента. Именно поэтому пневматическая магистраль должна быть собрана из материалов, стойких к коррозии. Применяют, как правило, оцинковку, пластик или алюминий. Хотя, как показывает практика, к трубам из оцинковки тоже нужно относиться с осторожностью. Дело в том, что оцинковка может быть нанесена только с одной, наружной стороны. А если и нет, и трубы оцинкованы полностью, со временем в них все-равно будут появляться продукты коррозии. В условиях подачи сжатого воздуха стойкость гальванического цинкового покрытия не так уж и высока, пусть и выше, чем у обычной стали.
ПЛАСТИК
Главное преимущество пластика (используются различные его виды) — мобильность и легкость монтажа. Пневмолинию из пластиковых труб можно собрать буквально «на коленке», любые геометрические формы трубопроводам придаются за считанные минуты. Такой трубопровод легко нарастить или передвинуть (удобно для мобильных пневмолиний). К тому же пластиковые трубы не подвержены коррозии, их сопротивление потоку воздуха значительно ниже, чем у стали. Вместе с тем, пластик имеет низкую прочность и теплостойкость, со временем такие трубы сильно деформируются. Отсюда — утечки воздуха. Кроме того, велика вероятность их случайного повреждения. На практике бывали случаи неосторожного касания «болгаркой» или проведения сварочных работ вблизи трубы, со всеми вытекающими (и выдуваемыми) последствиями.
Пожалуй, лучший материал для пневмомагистралей на сегодняшний день — алюминиевая труба с полимерным покрытием. Такие не подвержены коррозии, герметичны, просты в монтаже и обслуживании. Алюминиевые трубы обладают наименьшим газодинамическим сопротивлением по сравнению с любыми другими материалами трубопроводов. Их внутренняя поверхность отшлифована до уровня зеркала, поэтому ничто не препятствует движению потока воздуха. Затраты на такие трубы с лихвой окупаются высоким качеством воздуха, долговечностью службы пневмоинструмента и фильтров, отсутствием утечек и, как следствие, сбережением электроэнергии. На самом деле это не самая дешёвая линия из тех что мы рассмотрели и не самый простой и быстрый монтаж, но зато самый лучший по пропускаемости воздуха их тех что мы рассмотрели исключая оцинковку или черные трубы но в разы выше их по коррозионной стойкости. Что может быть проще? Все прочие элементы пневмосети, такие как муфты, сгоны, тройники, запорная и регулировочная арматура также должны быть изготовлены из не подверженных коррозии материалов. Такие выпускаются ведущими производителями компрессорного оборудования.
С материалом труб определились. Следующий критично важный момент — выбор диаметра этих труб. Средняя пневматическая магистраль — система довольно протяженная, а мы помним, что с удалением от источника нагнетания сжатого воздуха происходит падение давления в линии. И чем меньше диаметр трубопроводов, тем большие потери давления будут наблюдаться. Например, при использовании десятиметрового шланга с внутренним диаметром 9 мм при давлении 6 бар, падение давления составит 1,7 бар (на входе в пистолет давление будет уже не 6, а 4,3 бар). А в случае использования шланга диаметром 6 мм падение составит целых 3,5 бар. То же самое касается и всех остальных «узких мест» пневмостистемы. Ведь иногда даже мощный компрессор и большие ресиверы не в состоянии обеспечить воздухом краскопульт из-за того, что где-то в местах соединения труб или на входе в пистолет стоит переходник с зауженным внутренним диаметром. Воздух просто не в силах пройти через него в нужном объеме. Есть универсальное правило, которым следует руководствоваться при выборе диаметра основного трубопровода: внутренний диаметр труб должен быть не меньше внутреннего диаметра выходного штуцера компрессора или ресивера . То есть, если на компрессоре стоит кран с внутренним диаметром в 1 дюйм (25 миллиметров), то и трубопроводы должны иметь внутренний диаметр минимум 1 дюйм. Распространенной ошибкой в связи с этим является неправильное понимание разницы между внешним и внутренним диаметром труб. Чаще всего такие ошибки допускаются при монтаже пластиковых труб: закупается труба того же внешнего диаметра, что и кран на компрессоре. Пластиковая труба, как и все трубы, маркируется исходя из своего внешнего диаметра, но здесь есть подвох: толщина стенки. Например, у трубы ПВХ она составляет 4 мм (а у армированной — еще больше). Следовательно, суммарная толщина стенок составит: 4 + 4 = 8 мм. А значит, ПВХ труба с маркировкой 25 мм будет иметь диаметр проходного сечения всего 17 мм. Правильнее подбирать диаметр труб следующим образом: на компрессоре стоит штуцер с внутренним диаметром в 1 дюйм (25 миллиметров), значит трубы также должны иметь проходной диаметр не меньше дюйма. Теперь берем суммарную толщину стенок трубы (в нашем случае с ПВХ трубой она составляет 8 мм) и прибавляем 25 миллиметров. Таким образом, нам необходима труба с наружным диаметром не менее 33 мм. Если вы уже эксплуатируете пневмолинию из пластика, интереса ради можете пройти к оборудованию и посмотреть, как у вас подобрана труба. В большинстве случаев внешний диаметр трубы окажется равным диаметру крана компрессора. А вот используя алюминиевую трубу вы избавляете себя от таких ошибок, пользуетесь основным правилом и сразу получаете то, что вам нужно.
ТОЧНЫЙ РАСЧЕТ ДИАМЕТРА ТРУБОПРОВОДА
Точный расчет диаметра основного трубопровода — довольно сложная задача, которая сводится к вычислению скоростей и расходов воздуха на различных участках трубопровода, а также величин падения давления. В силу того, что воздух обладает высокой сжимаемостью, этот расчет намного сложнее, чем, например, расчет гидравлических систем. Как правило, он выполняется только в наиболее ответственных случаях, а на практике для расчета пневмосистемы чаще используются специальные номограммы или таблицы. Есть еще один, относительно простой способ расчета диаметра основного трубопровода. В основе этого расчета лежит метод эквивалентной длины трубы, показывающий, сколько метров необходимо дополнительно добавить к длине прямолинейного участка трубопровода при установке каждого «местного сопротивления» (фитинга, крана и т.д.). Расчет проводится так: по длине трубопровода и производительности компрессора из специальной таблицы выбирается первоначальный диаметр трубы. Далее подсчитывается количество всех фитингов и при помощи таблицы перевода высчитывается длина запаса, которую необходимо прибавить к длине основного трубопровода для компенсации потерь. На последнем этапе повторно, с использованием уже новой длины проверяем, подходит ли изначально выбранный диаметр. Если нет – увеличиваем. При этом важно помнить, что: за основу расчета параметров кольцевого трубопровода берется половина его номинальной длины; за основу расчета параметров тупикового трубопровода берется его полная номинальная длина.
Давайте попробуем рассчитать диаметр трубопровода для пневмосети с такими параметрами:
Производительность компрессора: 800 л/м;
1/2 длины кольцевого трубопровода: 100 м.
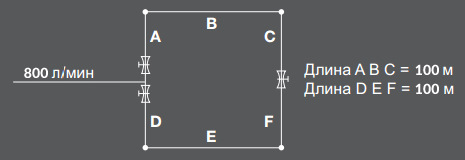
Из таблицы, приведенной ниже видим, что искомый диаметр равен 1 дюйму (25 мм). И этот диаметр и применяется в основном во всех небольших мастерских включая гараж.
Допустим, для монтажа этой пневмосети нам потребуется следующая арматура:
4 шаровых крана;
12 уголков 90°;
8 тройников.
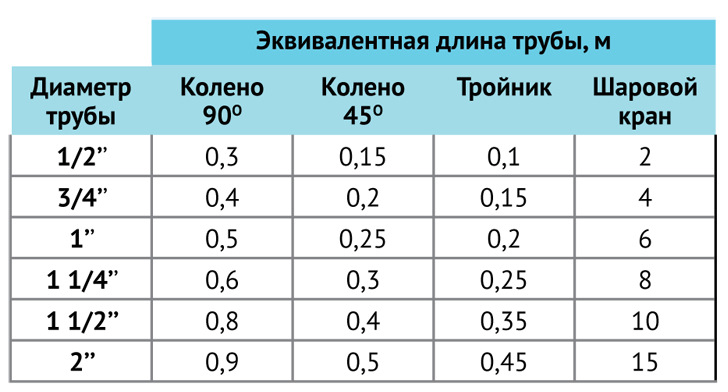
Пользуясь следующей таблицей, соотносим диаметр с соответствующими значениями эквивалентных длин трубы (различные производители труб могут давать свои значения эквивалентных длин).

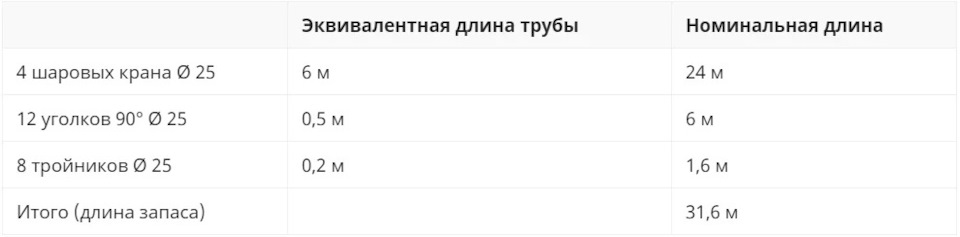
Таким образом, длина основного трубопровода с учетом всех фитингов и запорной арматуры составляет:
100 + 31,6 = 131,6 м
Повторная проверка по первой таблице показывает, что использование основной трубы с диаметром 25 мм допустимо. В противном случае диаметр трубопровода следовало бы увеличить. Такая вот нехитрая арифметика.
ШЛАНГИ И РАЗЪЕМЫ
Зачастую именно шланги (и их соединения), в силу неправильного выбора и обслуживания, становятся «самым слабым звеном» пневмосистемы и основным местом утечек. Поэтому обычные резиновые шланги для воды или газосварки здесь неуместны. Нужны специальные шланги для сжатого воздуха: гибкие и прочные, выполненные из материала, устойчивого к агрессивным средам. Подойдут популярные нынче спиральные шланги или армированные полиуретановые.

Хотя спиральные шланги, все же, — продукт на любителя. Их дешевые модели не отличаются стойкостью к низким температурам, не переносят больших растяжений и «закусывания». Кроме того, спиральные шланги — своеобразные «пожиратели» энергии. Часто виновником недостатка воздуха при работе пневмоинструмента бывает именно спиральный шланг недостаточного диаметра. В таком случае следует использовать спиральный шланг большего диаметра, либо подобрать гладкий шланг. Сказанное проиллюстрировано ниже.
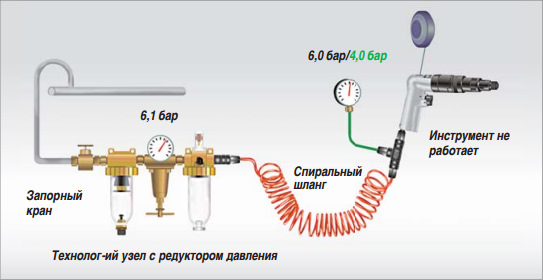
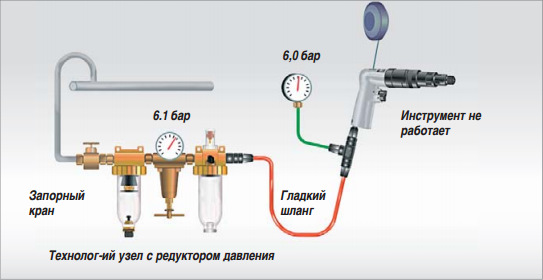
При использовании спирального шланга при давлении 6 бар падение давления составит 2 бар Падение давления в гладких шлангах минимально Чтобы свести потери давления к минимуму, все шланги и разъемы должны быть достаточного внутреннего диаметра (не менее 9 мм), а при длине шлангов свыше 7 метров — не менее 10 мм. Чтобы свести потери давления к минимуму старайтесь не использовать шланги длиной более 10 метров. Оптимально — 3-5 метров.
Поэтому лучше использовать специализированные гладкие шланги, желательно качественного производителя, особенно это касается шлангов для окрасочного оборудования, поскольку шланг который задубел при низкой температуре или скрутился в спираль в не подходящий момент может привести к необратимым последствиям в виде переделки уже сделанной работы.
Шланги ведущих производителей краскопультов: SATA, DEVILBISS, WALCOM. всегда будут соответствовать необходимым параметрам.
Шланги ведущих производителей краскопультов: SATA, DEVILBISS, WALCOM. всегда будут соответствовать необходимым параметрам.




Что касается соединений, то для удобства работы следует использовать быстросъемные штуцеры и переходники, в изобилии выпускаемые производителями компрессорного оборудования с высокой пропускной способностью, ведь как раз там и создаётся самое узкое место в сети.
ПРАВИЛА МОНТАЖА: УКЛОНЫ, ЗАМКНУТЫЙ КОНТУР, «ГУСИНАЯ ШЕЯ»
Сводя все элементы пневмосети воедино, старайтесь придерживаться следующих рекомендаций.
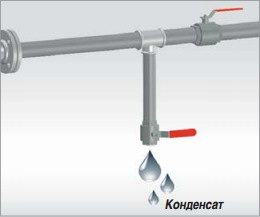
1. Магистрали необходимо придать небольшой уклон — 1–2 %. Это нужно для того, чтобы конденсат, скапливающийся в основной линии, не попадал к потребителям, а стекал в нижнюю точку пневмолинии, оборудованную клапаном слива.
2. С той же целью отводам от основной линии к потребителям следует придать кольцеобразную форму в виде арок (так называемая «гусиная шея»).
То есть отвод должен не просто опускаться вниз, а сначала подниматься наверх, а потом — вниз. Благодаря этому конденсат, опять же, будет проходить по уклону вниз, не попадая на посты потребления.
3. Наиболее низкие точки магистрали и все тупиковые окончания трубопроводов (нижние части вертикальных участков) должны быть оборудованы конденсатоотводчиками. Желательно объединить их общей дренажной линией, подключенной к сепаратору конденсата (такие устройства продаются).
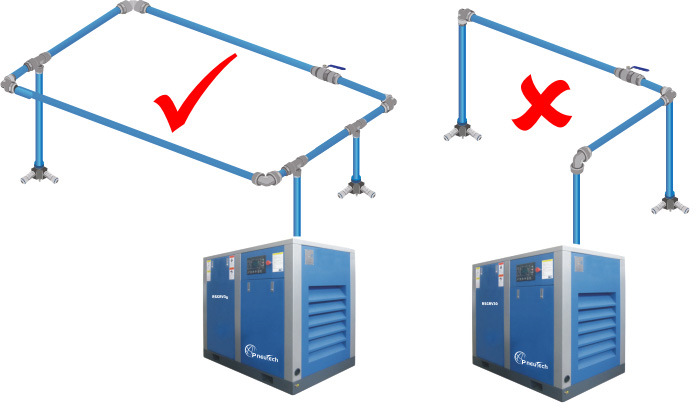
4. Пневмомагистраль по возможности должна образовывать общий замкнутый контур, чтобы давление во всех ее точках было одинаковым. В противном случае давление в самой дальней точке магистрали будет минимальным. И чем длиннее магистраль — тем меньше давление в ее дальней точке.
5. Ответвления к потребителям желательно распределять согласно их рабочему давлению: чем выше давление — тем ближе к компрессору. Каждый пост потребления следует оборудовать редуктором с манометром (в продаже имеются редукторы, совмещенные с фильтром-влагоотделителем и лубрикатором), а также запорным вентилем.

Зачастую такой фильтр с лубрикатором ошибочно принимают за фильтр с маслоотделителем, такой фильтр не подходит для линии окрасочного пистолета, он предназначен только для линий пневмоинструмента, где оборудование должно получать смазку. Современные машинки которые работают в малярных мастерских такой смазки не требуют, потому установка таких лубрикаторов не оправдана. Ниже представлен фильтр с маслоотделителем.

6. Запорные краны должны быть и на отдельных участках магистрали — чтобы иметь возможность отсекать от сети любой участок для местного ремонта, не отключая всех потребителей.
7. Разводка пневмосети выполняется, как правило, по стенам или по потолку. Здесь главное сохранить удобство контроля, обслуживания и слива конденсата. Перед установкой нелишне разметить места на стене, где будет проходить магистраль.
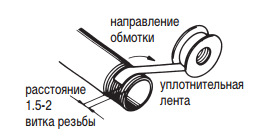
8. Для уплотнения резьбовых соединений нельзя применять привычную для сантехников паклю. Вместо этого используйте специальные герметики, содержащие тефлон, либо тефлоновую ленту. При сборке следите, чтобы частицы уплотнительного материала не попадали внутрь трубопроводов.
9. Старайтесь избавлять магистраль от помех для потока воздуха. Не следует врезать в нее различные сантехнические элементы (например, водопроводные краны) — их гидравлическое сопротивление огромно.
10. Маршруты трубопроводов должны быть простыми, насколько это возможно, иметь минимальное количество изгибов, пересечений, врезок или соединений. Напоследок еще одно видео — для закрепления знаний.
Как обжать шланг высокого давления своими руками?
Одним из самых надежных хомутов для обжима шланга высокого давления являются так называемые ( хомуты литые универсальные типов таких хомутов много вот один из них:


Так же к большой степени надежности можно отнести хомуты ( хомуты проволочные оцинкованные ) они выглядят вот так:

Далее есть хомуты которые тоже так же надежны как и выше перечисленные это ( хомуты стальные оцинкованные ) эти выглядят так:

Ну и еще есть так называемые ( силовые хомуты ) они применяются для шлангов с повышенной жесткостью и твердостью один из видов — двух-болтовый хомут:

Как обжать шланг высокого давления своими руками?
Само название шланга говорит о том, что оно предполагает использование в системах с высоким давлением, а соответственно, и изготавливается по особой технологии с применением соответствующих материалов. Поэтому и надежно обжать такой шланг (для ремонта проблемного места или оборудовать необходимым фитингов) своими руками без использования специальных станков или приспособлений затруднительно.![][1 ]
Конечно, если вам необходимо отремонтировать подобный шланг и использовать для полива огорода, где в системе не высокое давление, можно пойти по пути использования различных "елочек" с усиленными хомутами ( делается все по стандартной схеме — разрезается проблемное место, вставляется "елочка" и обжимается хомутом.
Другое дело, если шланг будет использоваться в системах с высоким давлением. В этой ситуации не обойтись без оборудования. К примеру, у нас на металлургическом оборудовании используются РВД (рукава высокого давления), так служба техники безопасности и служба надежности работы оборудования следит за состоянием таких шлангов и не допускает использования отремонтированных кустарным способом (ручные приспособления запрессовки, подобные указанных коллегами) не допускаются к работе. Это травмы, аварии и потери производства. Поэтому я не буду рекламировать эту работу с помощью различных приспособлений.
Чем обжать шланг компрессора
Одним из самых надежных хомутов для обжима шланга высокого давления являются так называемые ( хомуты литые универсальные типов таких хомутов много вот один из них:


Так же к большой степени надежности можно отнести хомуты ( хомуты проволочные оцинкованные ) они выглядят вот так:

Далее есть хомуты которые тоже так же надежны как и выше перечисленные это ( хомуты стальные оцинкованные ) эти выглядят так:

Ну и еще есть так называемые ( силовые хомуты ) они применяются для шлангов с повышенной жесткостью и твердостью один из видов – двух-болтовый хомут:


Само название шланга говорит о том, что оно предполагает использование в системах с высоким давлением, а соответственно, и изготавливается по особой технологии с применением соответствующих материалов. Поэтому и надежно обжать такой шланг (для ремонта проблемного места или оборудовать необходимым фитингов) своими руками без использования специальных станков или приспособлений затруднительно.

Конечно, если вам необходимо отремонтировать подобный шланг и использовать для полива огорода, где в системе не высокое давление, можно пойти по пути использования различных «елочек» с усиленными хомутами ( делается все по стандартной схеме – разрезается проблемное место, вставляется «елочка» и обжимается хомутом.
Другое дело, если шланг будет использоваться в системах с высоким давлением. В этой ситуации не обойтись без оборудования. К примеру, у нас на металлургическом оборудовании используются РВД (рукава высокого давления), так служба техники безопасности и служба надежности работы оборудования следит за состоянием таких шлангов и не допускает использования отремонтированных кустарным способом (ручные приспособления запрессовки, подобные указанных коллегами) не допускаются к работе. Это травмы, аварии и потери производства. Поэтому я не буду рекламировать эту работу с помощью различных приспособлений.
Это должны делать специалисты и на специальном оборудовании.


Повредил шланг Керхер, стал искать в инете как отремонтировать. Большинство советов было: купи новый, т.к. без опресовки специальным оборудованием это невозможно, хомуты слетают сразу. Попробывал, правильно, сантехнические хомуты слетали сразу, значит нужны другие хомуты, подумал я, купил и у меня все получилось, подробности в фотках, штуцер, 4 хомута 8 мм, 2 куска вязальной проволоки. Все работает отлично.
Колхоз конечно еще тот, но и затраты 100 рублей, обрежу лишнюю резьбу и замотаю СИНЕЙ изолентой, что бы крепче было и машину не поцарапало, к тому производительность сразу повысится на 100 %.😊😊😊



FakeHeader
Comments 98

А можно приехать, где изготавливают рукава высокого давления и сделать соединение. Стоит такая услуга 150-200 рублей.

Можно, но ехать специально туда сюда 260 км что то неохота.

А я начал применять нанотехнологии и пользуюсь исключительно ЧЕРНОЙ изолентой. Она последнее время круче.

Может уже говорили, но есть же силовые хомуты для малого диаметра. У меня такой стоит и течь шланга ГУРа устраняет.


Шланг высокого давления гура держат обычные червячные хомуты
А течь была в месте металлической обвальцовки

Молодец конечно! А что нужно сделать чтоб шланг порвать? Моей мойке керхер 5.520 уже 5 лет точно, делал только мелкие ТО.
Дать бестолковому родственнику косу с диском…😧😧😧

Молодец конечно! А что нужно сделать чтоб шланг порвать? Моей мойке керхер 5.520 уже 5 лет точно, делал только мелкие ТО.
E меня тоже 5.52 и ей больше 10 лет. Шланг рванул во время мойки. Вот и решение проблемы нашлось. Нотя и шланг знакомый может новый сделать за 70 баксов 10 метров с опрессовкой и сборкой.
Хотя только обратил внимание, что это обычные капроновые шланги. У меня рукав с металлическим усилением. так вот от времени шланг растрескался и видимо подгнил металлический усилительный слой. Как результат «Бада бум» и фонтанчик.

А я вместо хомутов опресовал обычные медные наконечники, предварительно образав крепление
Нет у меня опресовщика, от слова совсем.
к электрикам в ЖКХ подойди… там все есть
Они очень окуевшими стали.

в ремонте гидрорукавов срастить и обжать шланг д6-8 стоит рублей 300. Новые шланги для своего АВД делаю там же, нужной длины и нужного качества
Далеко от меня ремонт, может быть доберусь когда нибудь.

А нельзя ли заменить этот шланг на кислородный?давно об этом подумываю потому как очень уж жесткий родной шланг

кислородный порвёт, слишком высокое давление в мойке!

Колхоз, согласен, но дёшево, сердито и надёжно. Молодец

за применение синей, правильной изоленты- респект

Есть проволока, обижаешь однако…

Сам так делал, самое главное стянуть меж собой, иначе срывает.Уже года три-четыре работает, без проблем. Кто не делал тот и пишет, что не пойдёт. Молодец!

а может наоборот кто делал? и понимают что это фигня а не ремонт?

Если фигня, то они ни черта в ремонте не понимают
ну да нуда. покажи мне хоть одну фирму которая отвечает за свой ремонт, и востанавливает шланги вот таким способом, и дают гарантию на свою работу.
а может наоборот кто делал? и понимают что это фигня а не ремонт?
Эта фигня несколько лет уже работает, а это самое главное.

ерш из магазина и обычные хомуты все работает уже 5 лет.

Называется, когда лень добратся до гидравлики…
130 км. А это быстро, самое главное работает.
Кому как, я на такое творение бы не смог смотреть когда пользовался Керхером и вообще бы никому не показывал, бы что бы не позорится…
В чем позор ? Как говорил мой начальник За деньги и дурак отремонтирует, вот ты без денег сделай.
Ну теперь все встает на свои места, почему дороги через задницу:-)))
Вот ты загнул, я денег на ремонт шланга не воровал, как вороют с дорог.
К тому же, не знаю как у вас, у нас дороги отличные.
Все прааильно, это Волоколамское шоссе в Тверской области, 40 км средней жопы, зато как въехал в Московскую, то сразу различие чувствуешь:

родные шланги говно! они пластиковые.
если охота т=нормальный шланг это надо брать рукав высокого давления с 1 или 2 металлослоями.
они резиновые.
так вот о ремонте шланга керхера таким образом.
как сказал шланги пластиковые, и от разрыва его уберегает оплетка чаще капроновая.
эта капроновая оплетка имеет преднатяг с завода. для того чтоб шланг не разрывало. без неё его рвет.
преднатяг сделать можно но муторно. а таким образом зафиксировать волокна чтоб они не вылезли из под хомута почти нереально. тем более парой слоников.
такчто автор, ремонт на время и с переменным успехом.
как уже писал переходи на резиновые шланги, причем нужной длины, у меня мойка в гараже к стене прикручена.
а как лайфхак доступный для многих так как оборудование есть у знакомых электриков 🙂
покупаете в электро товарах(не попсовых с люстрами а для электриков) медные гильзы(эта такие трубки из меди для опрессовки и соединения кабелей. можно наконечники но придется трубки от них отпиливать)
чтоб внутренний диаметр был диаметром шланга надетого на соединитель.
и прессуйте эту гильзу прессом для этого предназначенным. ну который из гильз шестигранники делает.
вы получите реально обжатый шланг. площадь обжима будет большой, и даже на пластике эти капроновые волокна обожмутся значительно лучше чем этими слониками, так как площадь которую они обжимают, слишком мала.
както так…
Для изготовления шлангов высокого давления применяют особый тип оборудования — опрессовочные станки. С их помощью происходит формирование надежного соединения компонентов конструкции РВД.
Принцип работы опрессовочных станков
Общий принцип работы станка основан на прессовании фитингов различной конфигурации на торцевые части рукава. Выполнение этой работы требует точного расчета оптимальной степени прижима, сохранение целостности шланга высокого давления.
Конструктивно обжимной центр состоит из гнезда для кулачков, блока увеличения давления (механического, электрического или гидравлического), устройства управления. Предварительно на заготовку РВД устанавливается требуемый фитинг. Важно контролировать глубину его монтажа. В случае надобности выполняется обработка торца рукава – выравнивание плоскости, обезжиривание и снятие технологической кромки. Это не должно сказаться на качестве соединения.
Порядок выполнения работы на обжимном оборудовании для изготовления или ремонта рукавов высокого давления.
- Выбор плашки, соответствующей диаметру шланга и фитинга.
- Установка ее в гнездо, проверка надежности.
- Монтаж соединительного элемента на рукав.
- Проверка величины опрессовочного воздействия.
- Установка заготовки в станок для опрессовки и его активация.
Длительность воздействия определяется размерами детали и характеристиками оборудования. Эти данные можно взять из технического паспорта.
Во время выполнения процедуры нельзя проворачивать или иным способом изменять положение рукава. Это может сказаться на качестве обжима.
Классификация опрессовочного оборудования
Станки для подобной обработки востребованы во всех типах производства, автомобилестроения, химической и пищевой промышленности. Они отличаются техническими и эксплуатационными характеристиками, а также конструкцией.
Важно изначально определиться с планируемым объемом производства. Если оборудование предназначено для ремонта гидравлических шлангов высокого давления автомобильной техники – можно выбрать недорогой станок, но с минимумом функций. Для постоянной эксплуатации потребуется модель с большей производительностью.
Существует определенная классификация, знание которой поможет выбрать оптимальный вариант:
- стационарный или переносной. Первые используются для комплектации производственной линии. Переносные предназначены для проведения оперативных ремонтных или профилактических работ;
- производительность. Учитывается время смены плашки, скорость изготовления одного РВД;
- тип привода. Для небольших объемов работ по изготовлению РВД используют ручные модели. Электрические отличаются высокой надежностью, но для их работы необходимо подключение к сети. Гидравлические чаще всего имеют большие размеры, так как для создания воздействия в их комплектации присутствует компрессор или баллоны со сжатым воздухом.
Главным является тип задачи, которую должно выполнять это оборудование. Учитывается не только производительность, но и эксплуатационные качества.
Для стационарных моделей потребуется обустроить монтажную площадку, так как их масса достаточно велика.
Совет по выбору станка
Промышленное или ремонтное оборудование имеет определенные технические характеристики. Они являются основным критерием выбора. Поэтому предварительно необходимо изучить параметры готового изделия и подобрать обжимной станок, который бы соответствовал им.
Основные параметры выбора:
- усилие опрессовки, тонн;
- максимальный и минимальный диаметр РВД. Учитывается количество слоев оплетки;
- для электрических моделей – напряжение в сети;
- максимальное значение раскрытия кулачков, мм;
- габариты и вес;
Важное значение придается плашкам. Они могут быть как опрессовочные, так и маркировочные. В некоторых случаях потребуются специальные конструкции для ограниченного обжима изделия. Они изготавливаются под заказ.
Преимуществом опрессовочного станка является его универсальность. С его помощью можно не только изготавливать качественные РВД, но и делать обжим любых изделий. Важно, чтобы они соответствовали параметрам оборудования.
Виды кримперов (прессов, обжимов) для обжима шлангов высокого давления систем автомобильных кондиционеров

» [3]=> string(115) «

» [4]=> string(115) «

» [5]=> string(115) «

» [6]=> string(115) «

» [7]=> string(115) «

» [8]=> string(113) «

» [9]=> string(115) «

» [10]=> string(115) «» [11]=> string(115) «

» [12]=> string(115) «

» [13]=> string(115) «

» [14]=> string(115) «

» [15]=> string(115) «

» [16]=> string(115) «

» [17]=> string(113) «

» [18]=> string(115) «

» [19]=> string(115) «» [20]=> string(115) «» [21]=> string(115) «

» [22]=> string(115) «

» [23]=> string(115) «

» [24]=> string(115) «» [25]=> string(115) «

» [26]=> string(115) «

» [27]=> string(115) «

» [28]=> string(115) «» [29]=> string(115) «» [30]=> string(115) «

» [31]=> string(115) «

» [32]=> string(115) «

» [33]=> string(115) «

» [34]=> string(115) «

» [35]=> string(115) «

» [36]=> string(115) «

» [37]=> string(115) «

» [38]=> string(115) «

» [39]=> string(115) «

» > [1]=> array(40) < [0]=> string(62) «/wp-content/uploads/8/5/5/855e389e4d3eb8bcef39cff4b2ce7b9b.jpg» [1]=> string(63) «/wp-content/uploads/4/9/8/498a8c035a3cb77749cf231d25742173.jpeg» [2]=> string(63) «/wp-content/uploads/a/d/0/ad0d584ec1743a891273719c960ae9ed.jpeg» [3]=> string(63) «/wp-content/uploads/e/d/1/ed1e8406e8076000cbc0922677aef0d9.jpeg» [4]=> string(63) «/wp-content/uploads/0/5/6/056008b951334a4e7c3a15356b91dec3.jpeg» [5]=> string(63) «/wp-content/uploads/1/b/2/1b28dd6f932ba591f94693af74472885.jpeg» [6]=> string(63) «/wp-content/uploads/4/2/5/4250942015df330375007b840c3aec50.jpeg» [7]=> string(63) «/wp-content/uploads/b/7/0/b70ce7ddb8b1fb0e01f659bfaf570e09.jpeg» [8]=> string(62) «/wp-content/uploads/9/f/3/9f3d5b278c5bca33adc763b6d55829b7.png» [9]=> string(63) «/wp-content/uploads/d/b/1/db1d9aae4934ea1d7acb3b6beb208cf2.jpeg» [10]=> string(63) «/wp-content/uploads/e/1/5/e15397f58eb1a0acfe57da347163f395.jpeg» [11]=> string(63) «/wp-content/uploads/7/7/8/7788c760f2b89d392c4bc36eceaf73f0.jpeg» [12]=> string(63) «/wp-content/uploads/6/7/3/673abc2c283e0d0eceb07f8c0d27f00e.jpeg» [13]=> string(63) «/wp-content/uploads/6/0/6/6064a188c50a40486f89429c40753d02.jpeg» [14]=> string(63) «/wp-content/uploads/e/6/a/e6a050add5cf4e021940103aad4ce662.jpeg» [15]=> string(63) «/wp-content/uploads/d/8/c/d8c2c0202f5e393f66b45098640400bd.jpeg» [16]=> string(63) «/wp-content/uploads/c/8/4/c842ccc71c7c68f4f71bc33fdd49baba.jpeg» [17]=> string(62) «/wp-content/uploads/d/f/f/dff84229b3212330aa0b55b0eb3b974e.gif» [18]=> string(63) «/wp-content/uploads/e/2/d/e2dc4c1325f08b4ce1b888de693a6178.jpeg» [19]=> string(63) «/wp-content/uploads/a/8/f/a8fbc3ed1f9b8ed336f6e9fe89adfbb1.jpeg» [20]=> string(63) «/wp-content/uploads/0/d/c/0dc84467ba18cd8bedebc6e29169d8f5.jpeg» [21]=> string(63) «/wp-content/uploads/4/a/5/4a51993ae91668f3085afd6b619d1699.jpeg» [22]=> string(63) «/wp-content/uploads/b/d/2/bd208935a80cb7a472ca41c17f292b49.jpeg» [23]=> string(63) «/wp-content/uploads/d/7/e/d7e5b3ec4bcc09bf2ab9298d99aa23da.jpeg» [24]=> string(63) «/wp-content/uploads/a/6/0/a604220564a9e9e6ec773627881a8832.jpeg» [25]=> string(63) «/wp-content/uploads/2/9/8/2982ceebf58a73fedabc9383b9b8b105.jpeg» [26]=> string(63) «/wp-content/uploads/0/2/0/020d85dc74618cb908f570440fa45829.jpeg» [27]=> string(63) «/wp-content/uploads/0/c/6/0c6332a145d874a64d0b7367dc39e1a5.jpeg» [28]=> string(63) «/wp-content/uploads/e/7/d/e7d1f826e2f55369388ad4ace4edb0ea.jpeg» [29]=> string(63) «/wp-content/uploads/b/b/2/bb259571d25675579cdda98924494659.jpeg» [30]=> string(63) «/wp-content/uploads/4/a/b/4ab2ff6cbe14bf33a6d2c25a3325732d.jpeg» [31]=> string(63) «/wp-content/uploads/8/4/0/84093b077a456d6864556798074a7b79.jpeg» [32]=> string(63) «/wp-content/uploads/5/9/3/59395ca333c6d2eeba15a8a702468b0a.jpeg» [33]=> string(63) «/wp-content/uploads/9/d/3/9d392faf7c53aebcbd9a3e9bdf65f9c2.jpeg» [34]=> string(63) «/wp-content/uploads/9/8/5/9855094cee1b1d6899eb264d08912599.jpeg» [35]=> string(63) «/wp-content/uploads/7/5/a/75a983e288878834ee733270be7d5963.jpeg» [36]=> string(63) «/wp-content/uploads/c/d/8/cd8b517abdc3a8e5d726874c58c4eda5.jpeg» [37]=> string(63) «/wp-content/uploads/2/2/4/2240e364a9d08c5e41648af9f3a6eaa7.jpeg» [38]=> string(63) «/wp-content/uploads/d/e/d/ded6f0a3b69b0a92e97aa8ce14837fb9.jpeg» [39]=> string(63) «/wp-content/uploads/0/e/6/0e682dda1b830de44feaac1a78980c41.jpeg» >[2]=> array(40) < [0]=> string(36) «855e389e4d3eb8bcef39cff4b2ce7b9b.jpg» [1]=> string(37) «498a8c035a3cb77749cf231d25742173.jpeg» [2]=> string(37) «ad0d584ec1743a891273719c960ae9ed.jpeg» [3]=> string(37) «ed1e8406e8076000cbc0922677aef0d9.jpeg» [4]=> string(37) «056008b951334a4e7c3a15356b91dec3.jpeg» [5]=> string(37) «1b28dd6f932ba591f94693af74472885.jpeg» [6]=> string(37) «4250942015df330375007b840c3aec50.jpeg» [7]=> string(37) «b70ce7ddb8b1fb0e01f659bfaf570e09.jpeg» [8]=> string(36) «9f3d5b278c5bca33adc763b6d55829b7.png» [9]=> string(37) «db1d9aae4934ea1d7acb3b6beb208cf2.jpeg» [10]=> string(37) «e15397f58eb1a0acfe57da347163f395.jpeg» [11]=> string(37) «7788c760f2b89d392c4bc36eceaf73f0.jpeg» [12]=> string(37) «673abc2c283e0d0eceb07f8c0d27f00e.jpeg» [13]=> string(37) «6064a188c50a40486f89429c40753d02.jpeg» [14]=> string(37) «e6a050add5cf4e021940103aad4ce662.jpeg» [15]=> string(37) «d8c2c0202f5e393f66b45098640400bd.jpeg» [16]=> string(37) «c842ccc71c7c68f4f71bc33fdd49baba.jpeg» [17]=> string(36) «dff84229b3212330aa0b55b0eb3b974e.gif» [18]=> string(37) «e2dc4c1325f08b4ce1b888de693a6178.jpeg» [19]=> string(37) «a8fbc3ed1f9b8ed336f6e9fe89adfbb1.jpeg» [20]=> string(37) «0dc84467ba18cd8bedebc6e29169d8f5.jpeg» [21]=> string(37) «4a51993ae91668f3085afd6b619d1699.jpeg» [22]=> string(37) «bd208935a80cb7a472ca41c17f292b49.jpeg» [23]=> string(37) «d7e5b3ec4bcc09bf2ab9298d99aa23da.jpeg» [24]=> string(37) «a604220564a9e9e6ec773627881a8832.jpeg» [25]=> string(37) «2982ceebf58a73fedabc9383b9b8b105.jpeg» [26]=> string(37) «020d85dc74618cb908f570440fa45829.jpeg» [27]=> string(37) «0c6332a145d874a64d0b7367dc39e1a5.jpeg» [28]=> string(37) «e7d1f826e2f55369388ad4ace4edb0ea.jpeg» [29]=> string(37) «bb259571d25675579cdda98924494659.jpeg» [30]=> string(37) «4ab2ff6cbe14bf33a6d2c25a3325732d.jpeg» [31]=> string(37) «84093b077a456d6864556798074a7b79.jpeg» [32]=> string(37) «59395ca333c6d2eeba15a8a702468b0a.jpeg» [33]=> string(37) «9d392faf7c53aebcbd9a3e9bdf65f9c2.jpeg» [34]=> string(37) «9855094cee1b1d6899eb264d08912599.jpeg» [35]=> string(37) «75a983e288878834ee733270be7d5963.jpeg» [36]=> string(37) «cd8b517abdc3a8e5d726874c58c4eda5.jpeg» [37]=> string(37) «2240e364a9d08c5e41648af9f3a6eaa7.jpeg» [38]=> string(37) «ded6f0a3b69b0a92e97aa8ce14837fb9.jpeg» [39]=> string(37) «0e682dda1b830de44feaac1a78980c41.jpeg» >>
Ремонт и замена шлангов ГУР
Причина возникновения повреждений шлангов ГУР чаще всего состоит в том, что при вращении рулевого колеса в силу трения возникает серьезное усилие. Это усилие вызывает деформацию эластичного элемента, который меняет размеры отверстий в распределительном механизме, регулирующем перепад давления в гидроцилиндре.
В результате изнашивается рукав ГУР, подведенный к ограничительному клапану. Этот рукав ГУР рассчитан на давление, в зависимости от марки автомобиля, от 70 до 130 кГс/см2.
При таком высоком давлении ремонт поврежденного шланга ГУР с помощью хомутов или проволоки практически невозможен.
Остается два варианта: или заменить трубку ГУР целиком, или заменить только поврежденную её часть, переставив фитинги на новый шланг.
Причем перестановку фитингов лучше производить в условиях специальной мастерской.
Замена и установка шланга ГУР производится следующим образом:
- Передняя часть автомобиля поднимается на домкратах.
- Руль до упора выворачивается влево.
- Шприцем с насаженной на иголку трубкой из бачка гидроусилителя откачивается жидкость.
- После этого отсоединяется шланг, рабочие отверстия гидравлической системы закрываются заглушками.

Шланги гидроусилителя руля
Подбор нового шланга производится с точным соблюдением диаметра, иначе могут измениться рабочие качества гидроусилителя.
Затем производится установка нового шланга, заливка жидкости в гидравлическую систему и проверка качества монтажа.
Фитинги для РВД
Для крепления шлангов по месту на их концах монтируются фитинги (наконечники), которые бывают следующих типов:
- Гайка;
- Штуцер;
- Ниппель;
- Быстроразъемные соединения.
Крепление фитингов к концам шланга производится с помощью обжимных муфт, которые опрессовываются на специальных станках.
В зависимости от вида хвостовика фитинги классифицируются по сериям:
- Универсальная. Эта серия может применяться во всех шлангах РВД за исключением шлангов навивочного типа.
- Interlock. Серия используется для навивочных рукавов.
При установке фитингов этого типа требуется обязательно удалять оба слоя резины, внутренний и внешний.

Фитинги для рукавов высокого давления
Операция по удалению слоев резины называется окорка шланга.
-
CS. Фитингами этой серии так же обжимаются навивочные рукава, но снимать резину верхнего и нижнего слоя при этом уже не надо.
Выход из строя фитингов является наиболее частым случаем повреждения шлангов высокого давления. Это объясняется величиной и интенсивностью испытываемых ими нагрузок.
Изготовление рукавов высокого давления
Чтобы доставить текучий материал, гидравлическую жидкость или технологическое вещество из одного агрегата в другой в механизмах спецназначения, на предприятиях, используются гибкие трубопроводные устройства – рукава высокого давления (РВД). Они применяются в манипуляторах, экскаваторах, в составе промышленного оборудования предприятий химической, пищевой, нефтедобывающей, строительной области. Мы изготовливаем высококачественные РВД, в полном соответствии и действующими российскими государственными стандартами. Благодаря большому количеству мобильных мастерских, оборудованных высокопроизводительными устройствами, механизмами, приборами, расходными материалами, комплектующими деталями, изготовление РВД выполняется с выездом к месту проведения работ. Прибыв на место, бригада мастеров уточняет параметры трубопроводного устройства, особенности конструкции, назначения и выполняет оперативно действия по изготовлению РВД.
Изготовление РВД круглосуточно
Понимая всю важность и значение спецтехники, возможность больших потерь при простое агрегатов, специалисты компании принимают заказы на изготовление рукавов высокого давления в круглосуточном режиме. При приеме заявки, мобильная бригада, укомплектованная мастерами с многолетним опытом, практическими навыками, оснащенная современным оборудованием, необходимыми расходными материалами, комплектующими, прибывает к месту нахождения спецтехники и проводит комплекс действий:
- изучает представленные заказчиком технические характеристики устройства подачи жидкой или газообразной рабочей среды;
- уточняет конструкционные особенности конкретного гидравлического или пневматического шланга;
- С помощью высокотехнологичного оборудования, комплектующих мировых брендов, оперативно изготавливает РВД с соблюдением ГОСТов и ТУ;
- проводит тестирование герметичности и возможности выдерживать расчетную величину давления шланга.
Структура РВД
Конструкция РВД обусловлена необходимостью выдерживать внутреннее давление, которое может доходить до нескольких сотен атмосфер.
Кроме того, внутренняя поверхность шланга высокого давления должна быть невосприимчива к воздействию транспортируемой среды. Поэтому нижний его слой делается из маслобензостойкой резины или синтетического каучука.
Для изготовления верхнего, более толстого слоя рукава высокого давления используется износостойкая резина, которая в случае необходимости дополняется термозащитой в виде гофрированного покрытия, металлического или полимерного.
Между верхним и нижним слоями резины в несколько слоев наматывается металлическая проволока, благодаря чему шланг получает нужную жесткость и прочность. Слои проволоки перемежаются тонкими резиновыми плёнками.
В зависимости от способа намотки проволоки различаются два вида шлангов высокого давления:
- Навивочные. При производстве шлангов этого типа витки проволоки наматываются ровными рядами.
- Оплеточные. В этом случае витки навиваются под углом к оси шланга так, чтобы витки предыдущего слоя скрещивались с витками следующего слоя проволоки. Оплеточные РВД обладают большей прочностью и способны выдержать большее давление, чем навивочные шланги.

Рукав высокого давления
В роли внутреннего жесткого каркаса кроме проволоки может выступать текстиль.
Количество слоёв проволоки и толщина слоев резины задаются стандартами, определяющими область применения того или иного типа РВД.
Преимущества компании
Спрос на услуги компании, ее популярность, объясняется достоинствами:
- обязательностью оперативного изготовления рукавов ВД, независимо от времени суток, погодных, климатических условий;
- наличием большого числа мобильных, оборудованных современным высокотехнологичным оборудованием, укомплектованных высококвалифицированными мастерами, мастерских;
- слаженной работой службы диспетчеров и обеспеченность каждого автотранспортного средства, на базе которого установлена мастерская, современными средствами связи, навигации, регистрации;
- использование при изготовлении пневматических, гидравлических шлангов комплектующих деталей и расходных материалов только от проверенных временем, мировых производителей, что является гарантией качественных технических и эксплуатационных параметров;
- прозрачность ценообразования делает доступными услуги компании для любого владельца спецтехники, руководителя промышленного предприятия, индивидуального предпринимателя;
- изготовление РВД не только стандартной конструкции, но и по образцам, описанию технических параметров;
- технологическими возможностями изготавливать рукава ВД с широким диапазоном величин диаметра условного прохода (от 5-ти до 60-ти миллиметров).
Обращайтесь в компанию для быстрого изготовления РВД по доступной цене, на выгодных условиях.
Ручной гидравлический
Ручной гидравлический кримпер (обжимное устройство шлангов) позволяет обжимать шланги, преимущественно для автомобильных кондиционеров, толщиной от 8мм до 16 мм, как тонкостенные, так и толстостенные.
Гидравлический кримпер позволяет осуществлять процесс обжима шланга «навесу», быстрее и качественнее, не закрепляя кримпер в тисках.
Позволяет изготавливать шланги всех стандартных размеров.
Ассортимент оборудования для РВД и труб
Помимо стационарных станков, мы предлагаем вам оборудовать мобильную мастерскую, которая решает проблемы ремонта РВД на удаленных участках. Многие станки могут работать на пневматическом приводе и от сети с напряжением 12V. Все представленное оборудование производится в Италии, компоненты станков выполнены из высококачественных материалов и собраны опытными специалистами, среди которых есть инженеры-конструкторы, которые занимаются не только разработкой технических чертежей, но и работами, связанными с изучением эргономики. Несмотря на высокую конкуренцию, компанию ОР S.r.l. можно по праву назвать лидером среди компаний, выпускающих оборудование для производства жестких и гибких трубопроводов.
- Качественное оборудование для РВД и обработки труб;
- Широкий ассортимент станков для РВД и обработки труб;
- Многоуровневый контроль качества;
- Возможность приобрести оборудование с рассрочкой платежа;
- Сервисное обслуживание оборудования для изготовления РВД и изготовления труб;
- Низкие цены при оптовых закупках и возможность стать дистрибьютором.
Покупая у нас оборудование для РВД и труб, вы всегда получите гарантированную, качественную и профессиональную помощь, мы научим вас правильно эксплуатировать оборудование и предоставим полное гарантийное и послегарантийное обслуживание.
Виды Прессов (Кримперов) для обжима шлангов высокого давления систем автомобильных кондиционеров.
В большинстве автомобилей фреоновые магистрали изготавливаются из алюминия. В результате агрессивного воздействия окружающей среды (перепады температур, соль, снег, грязь, реагенты) алюминиевые трубы становятся непригодными для использования. Чтобы заменить линейные элементы резиновыми шлангами, необходимо использовать компрессионный рукавный пресс. При обжиме шлангов разного диаметра используются губки соответствующего размера. Пресс для гильз зажимает фитинг в шланге при помощи обжимного стакана, после этого шланг может выдерживать давление до 30 атмосфер.
Кондиционеры теперь устанавливаются даже на бюджетные автомобили, причем зачастую уже в их базовой комплектации. Эти климатические приборы при правильной эксплуатации и надлежащем техническом обслуживании демонстрируют достаточно высокую надежность, но практически все они имеют «слабые места», то есть компоненты и детали, которые часто выходят из строя, причем гораздо чаще, чем все остальные. Одним из них является регулярная линия автомобильных кондиционеров, в которой работает хладагент.
Они изготавливаются чаще всего из алюминия, а со временем разрушаются солью, антиобледенительными реагентами и просто от значительных перепадов температур. Их рекомендуется менять на резиновые шланги, а для того, чтобы успешно выполнить эту процедуру, следует использовать специализированный инструмент — кримперы, также называемый в обиходе «обжим». Они в очень широком ассортименте представлены в нашем магазине, пользуются большим спросом, и приобрести их в основном мастерские и сервисные центры, специализирующиеся на ремонте и обслуживании автомобильных кондиционеров.
кримперы для шлангов бывают как стационарные, так и ручные, а в тех и в других необходимая сила создается гидравликой. Пресс для обжимных шлангов обычно имеет в своей конфигурации комплект съемных губок, что позволяет работать с втулками разного диаметра. При необходимости мы также можем приобрести их отдельно.
Принцип работы кримперов для шлангов автомобильных кондиционеров довольно прост. Губки этого инструмента покрыты обжимной чашей, одетой поверх шланга в месте его соединения с фитингом, и большая сила, развиваемая гидравлической системой, действует на него в радиальном направлении. Результат соединение давления которое может легко выдержать давление до 3 десятков атмосфер.
Основные типы изделий
Хомут шланговый – соединительный механизм, который имеет множество вариативных конструкций и типоразмеров. В специализированных магазинах представлен огромный ассортимент: от дешевых китайских вариантов до надежных немецких изделий. Доступные в продаже хомуты для крепления шлангов делятся на несколько видов:
- Спиральные. Механизмы используются для соединения рукавов с наружной спиралью.
- Червячные. Устройство содержит специальный винт, который стягивает перфорированную или штампованную ленту вокруг трубы.
- Силовые. Надежный крепеж, предназначенный для эксплуатации в тяжелых условиях, имеет высокую зажимную силу.
- Усиленные. Лента и фиксатор подобной арматуры представляют собой единую конструкцию, которая способна выдержать значительные нагрузки и давление.
Крепежные механизмы не отличаются абсолютной универсальностью. Каждый тип изделий имеет свою специфику – используется для того или иного вида рукавов
По этой причине важно знать, с какой целью подбирается устройство
Типы и конструкции обжимных муфт

Концевая арматура РВД — муфта и ниппель с гайкой

Соединение рукава высокого давления с концевой арматурой
Конструктивно все муфты одинаковы — это короткая стальная трубка (втулка), на одном конце которой располагается направленный внутрь бурт для упора в торец шланга. Наружная поверхность муфт — гладкая, с одного края может присутствовать маркировка в виде одного или нескольких кольцевых пазов, сужения диаметра или штриховки. Также на муфту может наноситься цифробуквенная маркировка.
Обжимные муфты делятся на несколько типов по применимости и структуре внутренней поверхности.
Существует два основных типа муфт:
Легкие муфты имеют небольшую толщину стенок, они предназначены для монтажа концевой арматуры на РВД типов 1 ST/SN и 2 ST/SN (с одной и двумя оплетками). Усиленные муфты предназначены для использования с РВД типов 4 SP/SH, R12 и R13 (с четырьмя и шестью оплетками) и другими.
При этом обжимные муфты делятся на две группы по способу монтажа на РВД:
Зачистные муфты для монтажа требуют зачистки (окорки) наружного и/или внутреннего слоя рукава, они контактируют непосредственно с наружной проволочной оплеткой. Незачистные муфты можно монтировать непосредственно на шланг без удаления наружного слоя, к этому типу относятся и муфты для пластиковых и металлопластиковых труб.
Станки для резки рукавов высокого давления (РВД)
2 450 BYN 405 021 KZT 81 712 KGS 495 389 AMD $963 796 €
3 099 BYN 512 205 KZT 103 336 KGS 626 488 AMD $1 218 1 007 €
4 363 BYN 721 073 KZT 145 475 KGS 881 958 AMD $1 715 1 418 €
4 855 BYN 802 414 KZT 161 885 KGS 981 448 AMD $1 908 1 578 €
11 921 BYN 1 970 032 KZT 397 450 KGS 2 409 585 AMD $4 685 3 874 €
18 636 BYN 3 079 604 KZT 621 304 KGS 3 766 725 AMD $7 324 6 057 €
9 014 BYN 1 489 597 KZT 300 523 KGS 1 821 955 AMD $3 542 2 929 €
55 665 BYN 9 198 574 KZT 1 855 795 KGS 11 250 959 AMD $21 878 18 093 €
31 878 BYN 5 267 826 KZT 1 062 774 KGS 6 443 182 AMD $12 529 10 361 €
135 832 BYN 22 446 103 KZT 4 528 460 KGS 27 454 275 AMD $53 387 44 150 €
198 864 BYN 32 861 867 KZT 6 629 822 KGS 40 194 002 AMD $78 160 64 638 €
1 346 BYN 222 519 KZT 44 892 KGS 272 167 AMD $529 437 €
Зачистка и тестирование РВД
Для тех, кто хочет быть уверен в качестве изготовленных шлангов, мы предлагаем уникальную дополнительную услугу – тестирование готовых изделий. Используемый нами специальный испытательный стенд фирмы Uniflex позволяет не только проверить нагрузку в максимально жестких условиях, но и обработать РВД водомасляной смесью, которая обладает антикоррозийным эффектом.
Зачистка РВД также проводится на немецком оборудовании Uniflex. Промывка РВД проводится как с внутренней, так и с внешней стороны. После промывки рукава полностью очищаются от микропыли, от заусенцев и пр.
Оборудование для РВД
Для данной деятельности понадобится следующее:
- Прессы, которые будут обжимать модели;
- Станки для резки;
- Станок для снятия слоев резины;
- Станки для маркировки;
- Некоторое дополнительное оборудование: станина, приспособления, чтобы хранить кулачки и роллы, чтобы разматывать бухты РВД.
Многие производители предлагают готовые комплекты оборудования для производства РВД, что позволит сэкономить на проектировании цеха и закупить станки с оптимально подобранными параметрами. Набор, включающий в себя пресс ОС-25А-380 с педалью, кулачки (10 комплектов), отрезной станок СМ-70, отрезной станок СМ-70 с 7-ю комплектами ножей, компрессор СБ4/С-50 обойдется в 560 тыс.руб.
Кроме всего указанного ранее для производства РВД
следует приобрести некоторые комплектующие, которые должны быть хорошего качества. Сырье стоит не сильно много. Обозначим важнейшие комплектующие, которые понадобятся в любом случае:
- Муфты для обжима;
- Штуцеры;
- Ниппели;
- Вставки и переходники;
- Соединители труб.
Хранить материалы нужно в отдельном складе. Вместе с тем, в целях экономии денежных средств, можно все хранить в одном месте, это не так плохо. Склады и цех по производству займут не более 50 квадратных метров площади, этого вполне достаточно. Средняя по стране стоимость аренды помещений подходящего типа составляет 200-500 руб./м2.
Изготовление РВД состоит из нескольких этапов: подготовка, обжим и испытание готовых РВД. Производить изделие должны только специалисты со специальным образование и непременным соблюдением действующих правил и норм.
Окупаемость производства РВД
Первоначальные инвестиции в открытие данного вида бизнеса начинаются от 1 млн.руб. (1 080 000 руб.), куда войдут следующие единовременные расходы:
- Аренда помещения (50 кв.м. – как правило, необходимо внести авансовый платеж за 2 месяца вперед) – около 30 тыс.руб. при стоимости аренды 300 руб./м2, мелкий ремонт помещения – ещё 30 тыс. руб.
- Приобретение оборудования – 560 тыс.руб. Его доставка и пусконаладка – 50 тыс.руб.
- Приобретение необходимых расходных материалов) – около 50 тыс.руб.
- Реклама и продвижение услуг (вывеска, рекламные листовки, визитки, контекстная реклама и прочее) – около 50 тыс.руб.
- Заработная плата 2 сотрудников за 2 месяца – 200 тыс. руб.
- Регистрации ООО – 10 тыс.руб.
Прочие текущие расходы до выхода на самоокупаемость – 100 тыс.руб.
Минимальная стоимость изделия малого диаметра равняется рублей/метр. Себестоимость шланга меньше на тридцать процентов как минимум. Данное обстоятельство свидетельствует о том, что данный бизнес рентабельный и имеет высокую прибыль. Понесенные первоначальные затраты окупятся через полгода при отгрузки всех изготовленных изделий. Можно предоставлять клиентам и иные услуги, то есть обслуживание и ремонт РВД.
Ключевые показатели:
| Начальные инвестиции, рублей | 1080000 |
| Необходимые площади, м2 | 50 |
| Количество сотрудников, человек | 4 |
| Чистая прибыль в месяц, рублей | 223000 |
| Срок окупаемости, месяцев | 10 |
| Выручка в месяц на конец 1-го года, рублей | 630000 |
Совет по выбору станка
Промышленное или ремонтное оборудование имеет определенные технические характеристики. Они являются основным критерием выбора. Поэтому предварительно необходимо изучить параметры готового изделия и подобрать обжимной станок, который бы соответствовал им.
Основные параметры выбора:
- усилие опрессовки, тонн;
- максимальный и минимальный диаметр РВД. Учитывается количество слоев оплетки;
- для электрических моделей – напряжение в сети;
- максимальное значение раскрытия кулачков, мм;
- габариты и вес;
Важное значение придается плашкам. Они могут быть как опрессовочные, так и маркировочные
В некоторых случаях потребуются специальные конструкции для ограниченного обжима изделия. Они изготавливаются под заказ.
Преимуществом опрессовочного станка является его универсальность. С его помощью можно не только изготавливать качественные РВД, но и делать обжим любых изделий
Важно, чтобы они соответствовали параметрам оборудования
Выбор и правильное использование обжимных муфт
Выбор обжимных муфт необходимо делать, исходя из типа рукавов высокого давления, их характеристик, размеров и назначения. Для РВД типов 1 ST/SN и 2 ST/SN подходят муфты легкого типа, для работы с РВД типов 4 SP/SH, R12 и R13 необходимо использовать усиленные муфты. В большинстве случаев достаточно применять универсальные муфты, хотя при изготовлении некоторых трубопроводов может понадобиться концевая арматура с муфтами специальной конструкции.
Для резиновых РВД наилучшим образом подходят рифленые муфты, которые обеспечивают максимально надежный монтаж при продольной опрессовке. Гладкие муфты применяются для поперечной опрессовки, в процессе которой на муфте формируются кольцевые канавки. Гладкие муфты используются и для работы со многими типами пластиковых трубопроводов.
Особое внимание при выборе муфт нужно обращать на технологию их монтажа, а именно — требует ли она зачистки РВД или нет. Если муфта зачистная, то шланг предварительно нужно подготовить — удалить наружный и/или внутренний резиновый слой; если муфта незачистная, то монтаж можно выполнять без предварительной обработки рукава. Монтаж зачистных муфт на не зачищенный шланг запрещен, так как это снижает надежность рукава и концевой арматуры. Это правило актуально и для незачистных муфт — их не рекомендуется монтировать на зачищенный шланг.
Опрессовка рукавов высокого давления выполняется с применением специальных прессов. Если работа выполняется с применением зачистных муфт, то нужно иметь еще и окорочный станок для удаления верхнего и/или внутреннего слоя рукава. При правильном выполнении опрессовки рукав высокого давления и его концевая арматура будут отвечать требованиям ГОСТ, такие изделия обеспечат надежную работу гидравлической и других систем в любых условиях.
Промышленные прессы
53 342 BYN 8 814 738 KZT 1 778 357 KGS 10 781 481 AMD $20 965 17 338 €
71 858 BYN 11 874 431 KZT 2 395 645 KGS 14 523 853 AMD $28 242 23 356 €
91 955 BYN 15 195 530 KZT 3 065 670 KGS 18 585 955 AMD $36 141 29 889 €
122 229 BYN 20 198 144 KZT 4 074 939 KGS 24 704 752 AMD $48 040 39 729 €
126 613 BYN 20 922 611 KZT 4 221 099 KGS 25 590 862 AMD $49 763 41 154 €
176 115 BYN 29 102 703 KZT 5 871 417 KGS 35 596 094 AMD $69 219 57 244 €
200 848 BYN 33 189 783 KZT 6 695 978 KGS 40 595 082 AMD $78 940 65 283 €
404 437 BYN 66 832 461 KZT 13 483 328 KGS 81 744 110 AMD $158 958 131 457 €
378 925 BYN 62 616 590 KZT 12 632 783 KGS 76 587 594 AMD $148 931 123 164 €
625 227 BYN 103 317 500 KZT 20 844 118 KGS 126 369 686 AMD $245 736 203 222 €
Ремонт шлангов высокого давления
В станочном парке — современные итальянские станки для обжима. Наша линия производства имеет промышленные масштабы. Отсюда и выгодная цена гидравлических рукавов! Основная задача опрессовки шлангов для нас — обжать максимально качественно и быстро! Мы изготавливаем рукава по европейским стандартам, что гарантирует высочайшее качество РВД, которые затем можно будет с легкостью использовать как на отечественной, так и импортной технике.
Мы предоставляем полный перечень услуг, касающихся производства гидрошлангов:
- опрессовка РВД (обжим, завальцовка, вальцовка, запрессовка, обжимка — это все один и тот же процесс);
- перепрессовка (или перевальцовка РВД);
- ремонт любой сложности, замена фитингов.
Купить готовые шланги высокого давления вы можете в наших офисах и складах по всей России. А заказать опрессовку (обжатие) шланга под заказ — в городах Москва и Санкт-Петербург.
Ручной механический
используется для обжима шлангов автомобильного кондиционера со сменными кулачками.
Кулачки быстро встают в кримпер, не требуется ни штырей, ни винтов.
Для удобства распознавания каждая обойма с кулачками имеет свой цвет:
- #6 (5/16″) — розовый , 71500-6
- #8 (13/32″) — красный, 71500-8
- #10 (1/2″) — желтый, 71500-10
- #12 (5/8″) — зелёный, 71500-12
Уязвимым местом системы кондиционирования автомобиля являются шланги, соединяющие компрессор кондиционера с конденсатором и стороной низкого давления. Чаще всего происходит перетирание о посторонние предметы или разрыв шланга от высокого давления. Поиск нового шланга может быть продолжителен по времени и сопряжен с высокими стоимостными затратами. Для сервисов занимающихся заправкой автомобильных кондиционеров существует недорогое оборудование позволяющее выполнить профессиональный ремонт